

- Namestitev in priklop enote
- Priključitev varilnih kablov
- Nastavitev stroja
- Varnostni ukrepi pri delu
- Izbira polarnosti
- Izberite varilni tok
- Kaj je varilni bazen
- Inverterski postopek varjenja
- Kaj je ločna vrzel
- Varjenje tanke kovine
- Kaj morajo vedeti varilci začetniki
Pomagajte razvoju spletnega mesta, delite članek s prijatelji!
Danes je varilna oprema predstavljena v številnih različicah. Toda inverterske naprave so zaradi svoje kompaktnosti in vsestranskosti prejele največjo priljubljenost med domačimi mojstri. Varilni inverter je oprema, ki poveljniku omogoča izvajanje različnih vrst varilnih del. Toda za njihovo učinkovito izvajanje ni dovolj imeti drage enote, ampak se morate naučiti tudi uporabljati varilni stroj.
Namestitev in priklop enote
Za učinkovito in varno uporabo razsmernika ga je najprej treba ustrezno pripraviti za delovanje. Ta postopek se izvaja v več fazah. Prva naloga je namestitev in priključitev enote. Namestitev pretvornika mora upoštevati določena pravila:
- enota mora biti nameščena tako, da je vsaj 2 m oddaljena od sten ali kakršnih koli predmetov;
- naprava mora biti ozemljena;
- varilno mesto mora biti izbrano tako, da je oddaljeno od vnetljivih predmetov;
- priporočljivo je kuhati na prosti ploščadi ali na kovinski mizi.
Razsmernik lahko priključite tako na gospodinjsko omrežje (220 V) kot na omrežje z napetostjo 380 V, ki se običajno uporablja v proizvodnji. Če nameravate enoto uporabljati stran od električnega omrežja, jo lahko priključite na generator, dizel ali bencin.
Napajalni priključek
Priključitev varilnega stroja na gospodinjsko električno vtičnico pogosto povzroča težave. Vzrok njihovega pojava je lahko stara napeljava ali nezadosten premer njenih žic. Običajno je ožičenje zasnovano za tok do 16 A.In ker lahko vse vključene naprave v hiši presežejo to vrednost, so za varnostne namene nameščena avtomatska stikala (avtomatske naprave). Zato je pri priklopu treba poznati moč varilnega aparata, da ne sproži aparata.

Priključitev razsmernika na gospodinjsko omrežje
Pozorni morate biti tudi na izpad omrežja. Če ob vklopu pretvornika opazite zmanjšanje napetosti v omrežju, potem to kaže na nezadosten prerez žic. V tem primeru je treba izmeriti, do katerih vrednosti pade napetost. Če pade na vrednosti pod minimumom, s katerim pretvornik lahko deluje (navedeno v navodilih), potem naprave ne morete povezati v takšno omrežje.
Uporaba podaljška
Omrežni kabel, priključen na pretvornik, izpolnjuje vse zahteve glede moči in ne povzroča težav s povezavo. Če pa njegova dolžina ni dovolj, potem izberite podaljšek s presekom žice vsaj 2,5 mm2 in ne daljši od 20 metrov.Takšni parametri podaljška bodo zadostovali, da bo pretvornik deloval s tokom do 150 A.
Zapomniti si je treba, da pri povezovanju naprave z omrežjem prek nošenja preostali del ne sme biti zvit, ker se bo enota ob vklopu spremenila v induktor. Posledično se bodo vodniki pregreli in podaljšek bo odpovedal.

Priključitev na generator
V primerih, ko naprave ni mogoče priključiti na električno omrežje, jo lahko priključite na generator, ki deluje na bencin ali dizel. Najbolj razširjene so bencinske elektrarne. Vendar niso vsi primerni za priključitev varilnih strojev. Za učinkovito delovanje razsmernika mora generator imeti moč najmanj 5 kilovatov in proizvajati stabilno izhodno napetost. Nihanje moči lahko poškoduje varilec.
Upoštevati morate tudi premer elektrode, s katero boste delali. Na primer, če ima elektroda premer 3 mm, bo potreben delovni tok približno 120 A z napetostjo obloka 40 V. Če izračunamo moč varilnega pretvornika (120 x 40 \u003d 4800), dobimo vrednost 4,8 kW. Ker bo to vhodna moč, bo elektrarna, ki lahko odda le 5 kW, delovala na svoji meji, kar bo znatno skrajšalo njeno življenjsko dobo. Zato mora biti generator izbran z določeno rezervo moči, približno 20-30 % večjo od tiste, ki jo porabi pretvornik.

Priključitev varilnih kablov
Na sprednji plošči razsmernika sta 2 terminala, poleg katerih so oznake v obliki znaka “+” in “-”. Na te priključke so priključeni varilni kabli, od katerih ima eden na koncu kovinsko sponko (sponko), drugi pa nosilec elektrode.Na oba priključka je mogoče priključiti kateri koli kabel, odvisno od načina varjenja, o katerem bomo govorili kasneje. Po priključitvi kablov na stroj se eden od njih, ki ima ščipalko, priključi na varilno mizo ali na obdelovanec.
V nekaterih primerih standardna dolžina kabla morda ne bo zadostovala, na primer pri delu na višini. V takih situacijah se postavlja vprašanje: ali je mogoče varilni kabel podaljšati? Strokovnjaki tega ne svetujejo, še posebej, če gre za invertersko napravo. To dejstvo je mogoče razložiti z dejstvom, da ima vsak kabel določene značilnosti odpornosti. Zato je "puščanje" napetosti in toka po vsej dolžini neizogibno. Zato daljša kot je dolžina kabla, bolj napetost pade.
Če poskušate kompenzirati izgubo napetosti in toka z dodajanjem vrednosti na plošči enote, bo ta ukrep najverjetneje onemogočil elektroniko pretvornika. Izkazalo se je, da je stroj lažje približati delovnemu mestu varilca, kot pa porabiti precejšen znesek za popravilo enote po podaljšanju kablov.

Nastavitev stroja
Kakovost varilnih del je odvisna od pravilne nastavitve varilnega inverterja, še posebej pri pravilni izbiri elektrod. Upoštevati tudi:
- globina vara;
- lokacija šiva v prostoru (navpično ali vodoravno);
- znamka ali vrsta kovine za varjenje;
- debelina kovine itd.
Vedeti morate, da se za vsako vrsto kovine proizvajajo ustrezne elektrode. Z inverterji se lahko uporabljajo elektrode do premera 5 mm. Toda za vsako debelino orodja je treba izbrati ustrezno moč varilnega toka. Za pravilno nastavitev varilnega stroja lahko uporabite spodnjo tabelo.
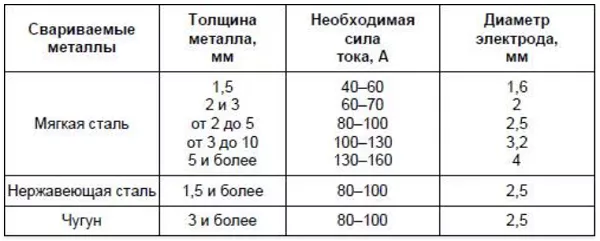
Na primer, če morate variti mehko jeklo debeline 5 mm z inverterjem, potem morate izbrati elektrodo 3 mm in nastaviti tok na aparatu na 100 A. Po poskusnem varjenju lahko tok prilagojeno, to je zmanjšanje ali povečanje.
Varnostni ukrepi pri delu
Uveljavljena varnostna pravila lahko rečemo, da so pisana s “krvjo” žrtev, zato jih je strogo prepovedano zanemarjati. Od njihovega upoštevanja je odvisno zdravje in življenje ne le operaterja varilne opreme, temveč tudi ljudi okoli njega. Varnostna pravila torej vključujejo naslednje.
- Pred začetkom dela preverite celovitost izolacije na vseh žicah in kablih, povezanih z napravo. Prav tako je treba preveriti zdravje opreme, in sicer se prepričati, da je napetost odprtega tokokroga enaka nič. V tem primeru mora biti sistem v dobrem stanju, izklopiti napetost na elektrodi, ko naprava miruje.
- Pred priključitvijo opreme preverite električno omrežje pod obremenitvijo (izmerite razpon črpanja).
- Za zaščito mrežnice pred ultravijoličnim sevanjem, ki nastane pri gorenju varilnega obloka, je potrebna uporaba zaščitne maske (ščita) ali posebnih očal. Ne tako dolgo nazaj so se v prodaji pojavile varilne maske in očala s "kameleonskim" očali, ki samodejno potemnijo, ko jih zadene svetlo sevanje. Očala ali masko naj nosi ne samo varilec, ampak tudi njegov pomočnik.

- Če se varilna dela izvajajo v zaprtih prostorih, se za zaščito dihal in preprečevanje zastrupitev s škodljivimi plini uporabljajo respiratorji z zamenljivimi kartušami ali maske, skozi katere se prisilno dovaja prečiščen zrak.
- Za zaščito rok pred brizgami kovine se uporabljajo posebne rokavice - varilne gamaše.

- Za zaščito telesa se uporabljajo kombinezoni, jakne in hlače iz ognjevarnega blaga.
- Da zaščitite svoja stopala, morate nositi visoke škornje, da preprečite, da bi vanje zašle kovinske iskre. Škornji naj bodo od zgoraj pokriti s hlačami.

- Delovno mesto mora biti dobro osvetljeno.
- Pod nogami varilca mora biti gumijasta podloga ali lesena tla, da se oseba prepreči pred električnim udarom.
- Okoli delovnega mesta ne sme biti tujih predmetov, ob katere bi se lahko spotaknili.
- Pesek in gasilni aparat naj bosta v bližini delovnega mesta, da pravočasno pogasita ogenj.
- Ozemljitev varilnega aparata je nujna.
Če ste že preučili varnostna pravila, se lahko začnete seznanjati z električnim varjenjem.
Izbira polarnosti
Ni skrivnost, da do procesa taljenja kovine pride zaradi visoke temperature električnega obloka, ki nastane med varjenim materialom in elektrodo. V tem primeru sta kabel z držalom za elektrodo in kabel mase (s sponko) priključena na različne sponke naprave. Za pravilno povezavo kablov morate razumeti, kdaj so obrnjeni.
Pri varjenju z inverterjem ali katerimkoli drugim varilnim aparatom se uporablja direktna in obratna polarnost priključnih kablov na aparat. Direktna polarnost se običajno imenuje povezava, ko je kabel z elektrodo priključen na minus, kovina, ki jo varimo, pa na plus.
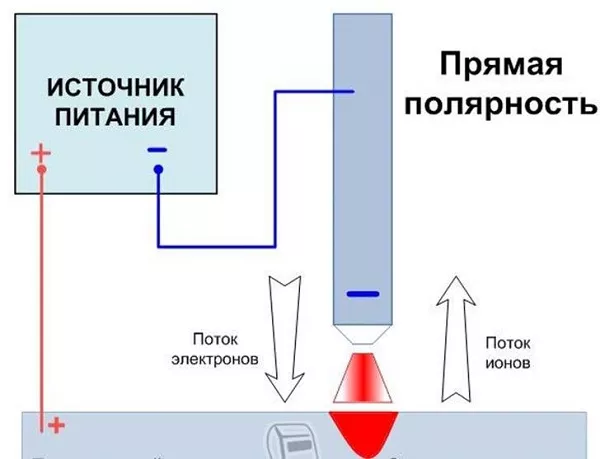
Ta način povezovanja omogoča, da se kovina dobro segreje, zaradi česar je šiv globok in kakovosten. Metoda neposredne polarnosti se uporablja pri varjenju debelih kovinskih izdelkov.
Obrnjena polarnost pomeni priključitev kabla elektrode na plus in ozemljitveni kabel na minus.

S to povezavo se kovina manj segreje in šiv postane širši. Obratna polarnost se običajno uporablja pri varjenju tankih kovinskih izdelkov, da se prepreči pregorevanje dela.
Izberite varilni tok
Varilni tok se izbere glede na debelino kovine za varjenje in premer polnila. Za lažji izračun lahko uporabite tabelo, ki je navedena zgoraj, v razdelku, ki je govoril o nastavitvi enote. Tudi pri izbiri optimalne jakosti toka je treba zapomniti pravilo: višja je moč toka, globlji je šiv in hitreje se lahko premika elektroda. Zato je treba doseči idealno razmerje med hitrostjo gibanja aditiva in jakostjo toka, tako da ima šiv zahtevano konveksnost in globino, ki zadostuje za dobro varjenje robov delov.
Nasvet! Po priključitvi novih kablov na aparat, ki ne presegajo priporočene dolžine, je potrebno izmeriti varilni tok, da ugotovimo njegovo vrednost in jo po potrebi popravimo.Kaj je varilni bazen
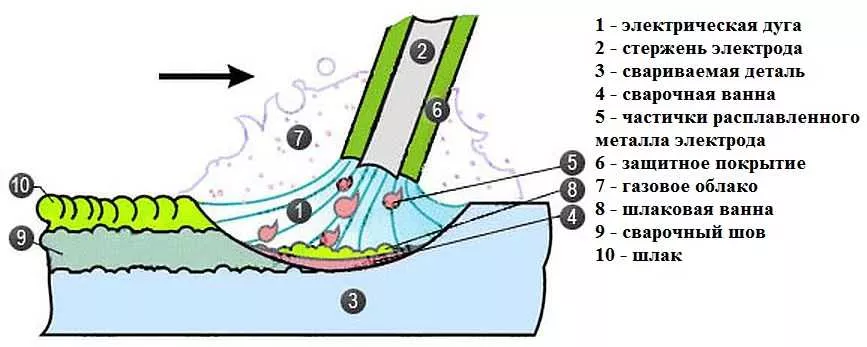
Zvar je spoj, ki nastane, ko se kovina segreje do staljenega stanja. Postopek varjenja poteka z elektrodo, ki je sestavljena iz dveh delov.
- Jedro, ki predstavlja kovinsko palico.
- Poseben premaz, ki preprečuje vstop kisika v zvarni bazen. Vse elektrode so izdelane iz kovin z visoko električno prevodnostjo. To je potrebno, da je električni tok usmerjen točno na mesto zvara.
Čeprav je postopek električnega varjenja precej zapleten, ga lahko na splošno predstavimo na naslednji način.
- Elektroda pride v stik s površino za varjenje;
- Pod vplivom visokih temperatur se prevleka palice začne topiti.
- Ta proces spremlja sproščanje plina, ki omejuje vdor kisika v varjeno območje;
- Staljeni premaz ostane na površini fuge in jo po končanem delu ščiti pred vdorom kisika. Takšna staljena plast se imenuje žlindra.
Samo varjenje kovin je zelo zapleten postopek. Pri izvajanju je potrebno poznati veliko tankosti. Kakovost šiva je odvisna od številnih dejavnikov. Eden od njih - oba dela, ki jih je treba variti, morata biti enakomerno segreta na isto temperaturo. Odlaganje kovine mora potekati tako, da se kroglica enakomerno topi v različnih smereh. Poleg tega je treba upoštevati dejstvo, da se elektroda med varjenjem topi, oblok pa se nenehno premika proti šivu. Zato ga morate nenehno nekoliko približevati podrobnostim. Izvedba širokega šiva ima tudi svoje posebnosti. Če želite to narediti, se morate naučiti variti v krogih ali cik-cak.
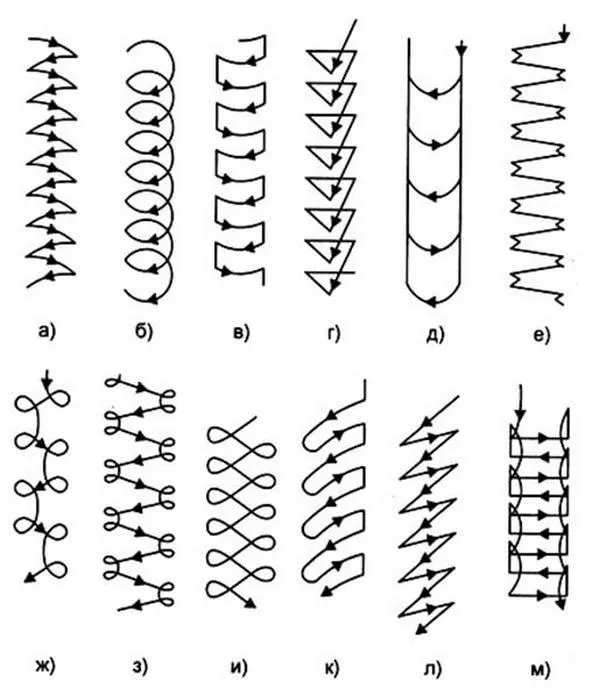
Možnosti premikanja elektrode med varjenjem
Inverterski postopek varjenja
Pred začetkom varjenja je potrebno pripraviti dele. Treba jih je temeljito očistiti barve, umazanije in rje. Nato madeže maščobe ali barve z robov odstranite s topilom.
Pred začetkom varjenja je potrebno prilagoditi jakost toka. Lahko poskusite s testnim varjenjem. Če se valj izkaže za zamegljen, je treba moč toka povečati. Ko valj postane tako velik, da je težko premikati električni nosilec, se tok zmanjša.
Če za varjenje uporabljamo stare elektrode, jih moramo pred začetkom dela posušiti. Hraniti jih je treba nekaj ur pri temperaturi približno 2000 stopinj. Za to lahko uporabite posebne peči.
Lok lahko začnete na naslednje načine:
- uporaba metode, podobne prižiganju vžigalic;
- s koncem elektrode večkrat potrkajte po kovini, ki jo varite.

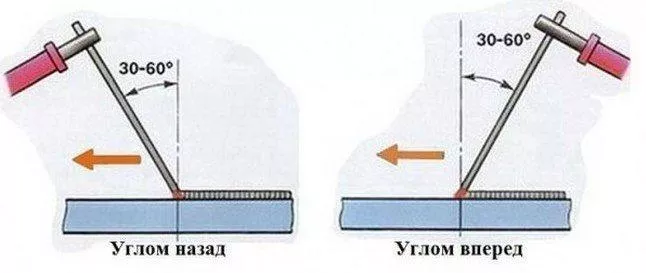
Za tiste, ki šele začenjate kuhati, lahko na kovino najprej narišete črto, nato pa po njej narišete šiv. Samo naj bo vidno. Po tem lahko vžgete lok in pripeljete elektrodo na začetek predvidenega šiva. Tu se kovina začne topiti in se prekrije z žlindro. Tako izgleda varilni bazen, ki ga je treba premikati po oznakah šivov. To je treba storiti pod določenim kotom. Obstajata dve razliki pri vodenju šiva pod kotom: naprej ali nazaj. Prva metoda je idealna za tanke kovine, saj omogoča varjenje z najmanjšo toploto. Za debele kovine se uporablja druga metoda.
Kaj je ločna vrzel
Ločna vrzel je znana tudi kot dolžina loka. To je ime vrzeli, ki nastane med materialom, ki ga je treba variti, in elektrodo. Izkušeni varilci trdijo, da je za pridobitev visokokakovostnega šiva potrebno to vrzel nenehno vzdrževati na konstantni ravni. Obstajajo tri vrste lokov.
- Kratek lok. Obločna reža 1 mm, v kateri se kovina segreje na majhnem območju. Zaradi tega zvar postane konveksen. Zaradi tega lahko na stičišču šiva in izdelka nastane napaka, imenovana podrez. To je plitek utor, ki poteka vzdolž samega šiva. Podrezovanje negativno vpliva na kakovost in trdnost šiva.
- Dolg lok. Je zelo nestabilen in slabo zaščiten pred izpostavljenostjo zraku. Dolg oblok kovine ne segreje dovolj dobro, kar povzroči ne preveč globok šiv.
- Normalen lok. Če med varjenjem zagotovimo normalno režo, dobimo visokokakovosten, dobro varjen šiv. Reža 2-3 mm se šteje za normalno vrzel obloka.

Varjenje tanke kovine
V zasebni hiši ali podeželski hiši so običajno varjeni tanki elementi. Delo morate opraviti previdno, saj lahko z nezadostnimi izkušnjami zlahka opečete kovino. Zato je pred odgovornim varjenjem bolje vaditi na izdelkih večje debeline. Po tem lahko poskusite kuhati tanko kovino. V tem primeru se morate držati naslednjih nasvetov.
- Pri varjenju izdelkov je potrebno nastaviti minimalni priporočeni tok.
- Morate kuhati s kotom naprej.
- Delati morate na obratni polariteti.
- Za zmanjšanje deformacije delov pri segrevanju je priporočljivo, da jih pritrdite s primežem ali objemkami.
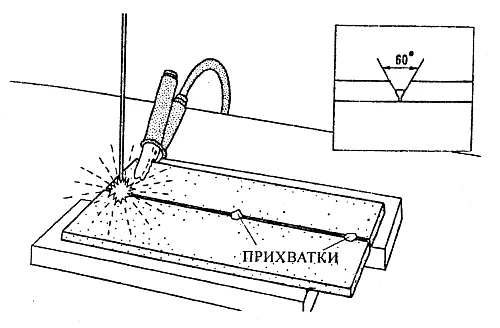
- Če se spajajo elementi, daljši od 50 mm, morate najprej narediti žebljičke.
Kaj morajo vedeti varilci začetniki
Če praktično nimate izkušenj z varjenjem, vendar morate opraviti delo, se morate spomniti naslednjih nians.
- Šiv se bo izkazal za kakovostnega, dobro varjenega in na kovini se ne bodo pojavile opekline, če ga nenehno spremljate. Zato je priporočljivo, da dele, ki jih želite variti, predhodno uredite tako, da je priročno opazovati potek varjenja.
- Najlažja možnost je varjenje v spodnjem položaju. Bolje je, da varilci začetniki začnejo z njim. Nato lahko preidete na obročne sklepe in za njimi na navpične. Slednje so najtežje izvedljive.
- Za udobje je bolje narediti prekrivajoče se spoje. Če varite soočno, lahko po nesreči varite na mizo, na kateri ležijo elementi.
- Če se med delom pojavijo napake, jih je treba odpraviti. Da bi to naredili, je problematično območje dodatno prekuhano ali najprej izbrano s pomočjo mlinčka, nato pa ponovno privarjeno.
- Če morate variti debele dele, potem je za popoln preboj na robovih potrebno narediti posnetje. Razmik med robovi je odvisen od debeline elementov, vendar ne sme biti manjši od 0,5 mm.