
Pomagajte razvoju spletnega mesta, delite članek s prijatelji!
Na trgu brusilnih naprav lahko vidite veliko število električnih in pnevmatskih orodij, ki se razlikujejo glede na načelo dela in po namenu. Ampak ne glede na vrsto orodja, brez potrošnega materiala (vrvje), ne more delovati. Od pravilne izbire te pomembne podrobnosti je odvisno uspeh dela.
Vrste šob za različne brusilnike
Brusilni stroji (CMM) se uporabljajo za obdelavo skoraj vseh materialov: les, plastika, kovina, kamen, beton, barve, steklo itd. Skladno s tem so lahko tudi šobe za brusilnike različne oblike, izdelane iz posebnih materialov in oblikovane za specifična dela. Za brusilnike različnih vrst so na voljo naslednje vrste šob.
Straight mlinček
Za direktne brusilne stroje, ki se uporabljajo predvsem za brušenje in poliranje delov na težko dostopnih mestih, se uporabljajo kolesa iz nerjavnega jekla.

Če potrebujete natancnejše delo, je za ročico ravnega tipa predvidena vrsta različnih rezil.

Vibracije
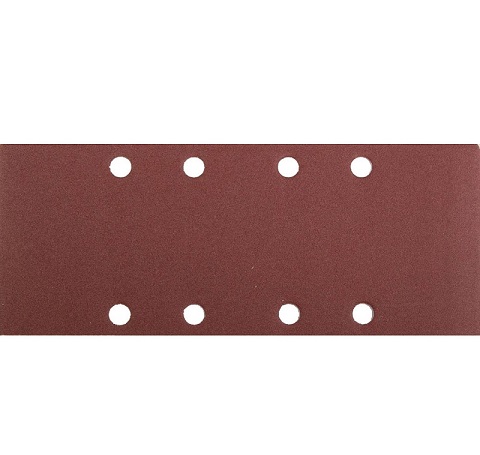
Ta vrsta CMM ima ravno pravokotno podplat, na katerem so brusne plošče pritrjene s posebnimi sponkami. Stroj za brusilnike za vibracijske brusilnike ima luknje za odstranjevanje finega prahu. So sovpadajo z depresijami, ki se nahajajo na dnu enote.
Deltoid
V delta v obliki mlinov je podplat lahko podoben delovni tkanini železa ali ima trikotno obliko. Tako bo oblika orodja imela podoben videz.


Bruseno
Ni težko uganiti, da je glavno orodje za to vrsto CMM najlonska krtača, ki se uporablja za lesketanje lesa.

Možno je tudi namestiti brusilne glave tipa rolerjev na krtače.

Ekscentrična (orbitalna)
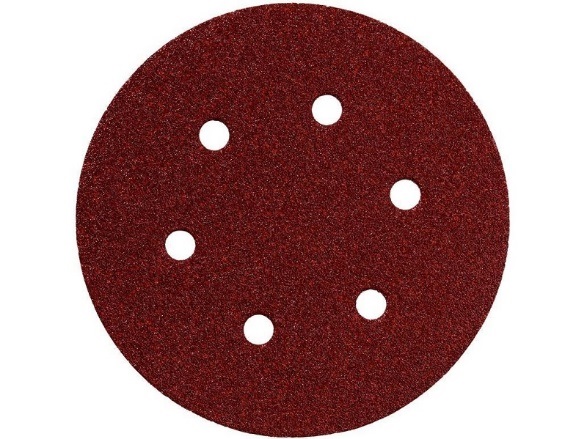
"Orbitalka" je agregat, ki opravlja najvišjo kakovost površinske obdelave. Na ekscentričnem CMM je nameščena okrogla oblika kože, ki ustreza obliki podplata enote.
Poliranje
Ta enota se uporablja za poliranje barve, na primer, avtomobilsko telo po barvanju.

Za dodelavo premazov se na brusilnike in pene uporabljajo tudi folije .
Tape
Na traku je nameščen brusni papir CMM, zlepljen v obliki obroča . Na obeh straneh podplata je 2 gredi, od katerih je ena napenjalni valj. Na teh valjih in napravah je nameščen, kar je neskončni abrazivni trak.

Razvrščanje posnetkov v prahu
Kljub raznolikosti strojev za brušenje in poliranje je najbolj priljubljeno orodje mazalka za trak, na kateri se uporablja neskončni abrazivni trak. Toda za kakovostno obdelavo materialov ni dovolj, da imamo to enoto in par mletja. Za vsako vrsto dela je potrebno izbrati pravilno orodje ne le z velikostjo zrn, temveč tudi po velikosti, vrsti temeljev.
Osnove
Za podlago za mletje trakov lahko uporabimo različne materiale.
- Trakovi z abrazivom na osnovi papirja so najpogostejši, poleg tega pa je cena za njih najnižja. Njihova podlaga, to je papirna mreža, je impregnirana s smolami in polimeri, ki znatno povečajo svojo trdnost in odpornost na abrazijo, trganje in upogibanje. Impregnacija prilataet shliflente odpornost na vlago. Ampak, vredno je vedeti, da se ti trakovi ne uporabljajo za intenzivno delo, saj je papir še vedno krhki material. Običajno imajo papirni trakovi fino zrno.
- Brusni trakovi na osnovi tkanin imajo dobro odpornost na obrabo in delajo dlje kot oprema na papirju. Tkanina krpo ne samo dobro ohranja abrazivne žetone, ampak ima tudi dobro elastičnost in vlago odpornost. Krpe s tkanino lahko uporabimo za intenzivno brušenje, tako za mehke materiale kot tudi za gostejše, na primer za obdelavo trdega lesa. Iz tega materiala si oglejte še Velcro za druge vrste CMM.
- Tkane in papirne tkanine združujejo najboljše lastnosti obeh materialov: elastičnost, odpornost proti upogibanju in odrgnjenju, odpornost na vlago. Običajno grobe zrnje krpe so izdelane na kombinirani podlagi.
Vsako vrsto brusilk lahko kupite v razsutem stanju, to je v zvitkih . To omogoča znatno prihranek denarja, zlasti v proizvodnji, ker za večino brusilnikov ni težko izdelati opreme želene oblike in velikosti ročno.
Označevanje
Vsak pesek ima oznako, ki kaže koncentracijo abraziva in njegovega deleža. Če se zanašate na domačo GOST 3647-80, potem navede, koliko abrazivnih zrn je na kvadratni enoti območja. Te opredelitve so danes zastarele, ko začnejo veljati novi mednarodni standardi (ISO). V skladu s tem so označene na hrbtni strani izdelkov. Spodaj je tabela, kjer so navedene vse vrste granularnosti, tako za GOST 3647-80, kot tudi za ISO.

Glavna razlika med starimi in novimi standardi je, da po GOST vrednosti vrednosti gostote in velikosti zrn abrazivnega zmanjšanja glede na ime in standard ISO se število v imenu izdelka poveča sorazmerno z zmanjšanjem števila zrn na kvadratni površini območja.
Preprosto povedano, večja je številka za črko "P", ki označuje granularnost, manjša je abrazivna frakcija brusne tkanine. Na primer, vsi znani peskovnik, imenovan "null ", bo označen kot P400. In izdelki z oznakami P600 … P2500 imajo tako majhen delež, da je skoraj nepomemben na dotik.
In obratno, označevanje v skladu s starim GOST se razlaga na naslednji način: številka, ki stoji pred črko, kaže, da ima brusilna krpa abrazivno drobtino, ki ustreza velikosti zaslona . Na primer, označevanje 10-H pomeni, da je velikost zaslonske celice, skozi katero je bila brusilna sita presejena, enaka 100 μm. Zato je manjše število v oznaki po GOST, manjši del drobovine se nanese na platno.
Abrazivni material
Pri izbiri traku za mlinček je treba upoštevati tak parameter kot abrazivni material, ki ni nič manj pomemben kot osnova izdelka. Brusilna drobtina za brusne krpe je narejena iz več materialov.
- Lončarstvo . Ta material proizvaja grobozrnat abrazivni papir, ki se uporablja za grobo obdelavo lesa, pa tudi za hitro mletje materialnih slojev, na primer pri izravnavanju ravnin v višini.
- Karborund (silicijev karbid). Uporabljajte večkrat za zaključek plastike, litega železa, jekla, aluminija, bronaste, granitne, marmorne, steklene, trdega lesa, to je materialov s trdimi površinami.
- Elektrokorund (aluminijev oksid). To je najbolj razširjen abrazivni material. Ima podaljšano življenjsko dobo zaradi dejstva, da njegovi "mehki" kristali v procesu mletja, razbitja, tvorijo manjše, a nič manj ostre kristale. Brusne krpe iz elektrokorunda se uporabljajo za predelavo lesnih, kaljenih in ne-kaljenih jekel, temprane litine.
- Granatno jabolko. Mletje tega mineralnega je mehko in trdo. Po obdelavi katerega koli materiala se gladka in gladka površina oblikuje s krpo, prevlečenim z granatom. Zato se za dodelavo izdelkov iz mehkega lesa uporabljajo mletje z granatnimi jabolkami.
- Sintetični diamant. Stroj za peskanje z diamantnim prahom je najbolj trpežna in hkrati najdražja. Ima zelo visoko odpornost proti obrabi in se uporablja v industriji za brušenje in poliranje kovinskih izdelkov.
Kako lepiti brusni papir
Veliko lastnikov tračnih brusilnikov, zlasti za velike količine dela, se sooča s problemom odsotnosti abrazivnih pasov ob pravem času. V trgovinah, ki prodajajo opremo za CMM, lahko vidite, da je brusilni trak različnih granulacij prodan v zvitkih. Vendar pa ne morejo vsi ugibati, za kakšen namen se prodaja v takšni količini. Dejstvo je, da je brusni papir mogoče kupiti za meter in uporabiti za vibriranje CMM, izrezovanjem majhnih polirnih plošč iz pločevine in prebijanjem lukenj v njih, da odstranite prah . Tudi noben ne prepove in lepi brusnega papirja za brusilnike s svojimi rokami in doma. Algoritem za lepljenje brusnega traku je naslednji.
Izrežite košček brusnega papirja z želeno dolžino. Na primer, lahko uporabite že uporabljeni brusilni trak, ki ga je rezal. Izmerite dolžino traku, dodajte 10 mm nanj za prekrivanje in uporabite nastalo velikost na hrbtni strani brusnega papirja.

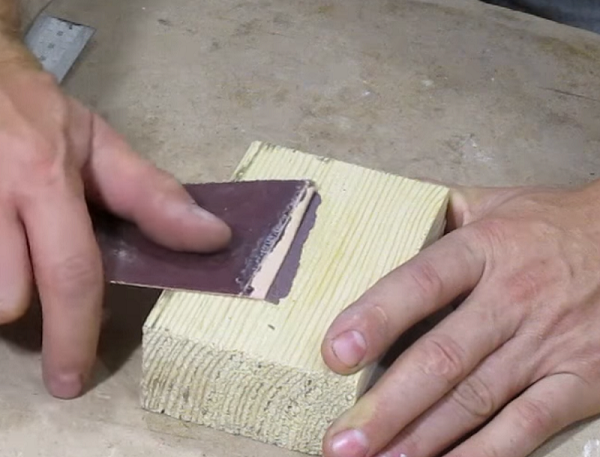
Trak je treba rezati pod kotom 45-50 stopinj, ob upoštevanju smeri brušenja . Običajno na vseh brusnih tkaninah obstaja puščica, ki kaže, v katero smer naj deluje opora. Pri lepljenju postavite konce traku, kot je prikazano na zgornji sliki.
Nato pripravite lepilo in majhen leseni bar. V tem primeru je za lepilno lepilo lepilo uporabljeno lepilo PVA Kleiberit 300, ki je dobavljeno v veliki embalaži in v majhni embalaži.
Posebnost tega lepila je, da se lahko uporablja za vroče lepljenje delov.

Na eni strani traku, na razdalji 10 mm od roba, potegnite črto s pomočjo ravnila in nekaj ostrega predmeta. Oznaka je narejena neposredno na abrazivu.

Namesto grebena gredite gnezdo in ga očistite z nožem.

Uporabite lepilo na pripravljen trak in ga uporabite s predhodno segretim železom, da lepite ta del traku na leseno letvico (dovolj je 30 sekund).


Po koncu ogrevanja nežno odtrgajte zlepljeno področje žarek iz lesene palice. Kot rezultat, boste dobili konec traku, očiščeno od abrazivnih čipov.
Ostanke abraziva lahko odstranite z nožem, poravnajte trak na predhodno označeni oznaki.

Nato uporabite lepilo na odrezanem delu traku.

Preprosto povežite konca tkanine in ogrevajte mesto za lepljenje z železom na obeh straneh.



Po koncu postopka lepljenja pustite, da se trak rahlo ohladi, po katerem bo pripravljen za uporabo. Kot rezultat, dobite poceni brusilni trak, ki se pri proizvajalcih ne razlikuje glede kakovosti.
Stroške neodvisno izdelanega traku za CMM je mogoče enostavno izračunati. 1 m² M. stroške, v povprečju 250 rubljev, in zadošča za izdelavo približno 10 brusilnih trakov (odvisno od modela enote). To pomeni, da en trak stane 25 rubljev. Lepilo lahko kupite po ceni 360 rubljev na 1 kg. Dovolj je, da lepimo okoli 300 trakov, to pomeni, da je en rubelj porabljen 1, 2 rublja. Izkazalo se je, da samozaposleni trak stane 26 rubljev 20 kopecks, kar je veliko cenejše od končne opreme, katere cena se začne od 100 rublov.