
- Priprava na delo kot bolgarski za kovine
- Pravilno delovanje orodja
- Rezanje pločevine po bolgarščini
- Rezanje krožne luknje v kovini s pomočjo brusilke
- Značilnosti obdelave s debelo kovino, bakrom, litjem, aluminijem
- Priporočila za rezanje kovinskih cevi
- Rezanje profilirane pločevine in kovine
Pomagajte razvoju spletnega mesta, delite članek s prijatelji!
Kovina je material, za katerega je bil prvotno namenjen kotni brusilnik (USM). Zdaj se uporablja za rezanje ojačevalnih palic, različnih kovinskih listov, cevi različnih premerov, opeke, betona, kamna, ploščic in drugih gradbenih materialov. Zahvaljujoč prisotnosti različnih prilog, bolgarščina omogoča tudi poliranje in mletje površin izdelkov. Rezanje kovin z bolgarskim je eno od glavnih, najpogostejših del. Da bi zmanjšali verjetnost poškodb, ga je treba pravilno izvajati s strogim upoštevanjem splošne in osebne varnosti.
Priprava na delo kot bolgarski za kovine
Bolgarija sodi v kategorijo sorazmerno nevarnih električnih orodij . Lahko se poškodujete z letečim diskom ali orodjem, ki je padel iz vaše roke. V obeh primerih je nevarnost povezana z visoko hitrostjo vrtenja motorja naprave.

Za povečanje učinkovitosti bolgarščine, da bi razširili njegovo funkcionalnost, v praksi uporabljajo takšne dodatne naprave :
- stojala;
- fixatives.

Njihova uporaba omogoča izboljšanje kakovosti žaganja kovinskih praznih delov, da bi povečali natančnost postopka. Tudi delovne razmere se izboljšujejo z varnostnega stališča in narašča njegova produktivnost.
Uporaba dodatnih naprav omogoča uporabo orodja kot aparata za izvajanje različnih vrst dela.
Da bi povečali varnost rezalnega procesa, je potrebno delovati s kovinskim kotnim brusilnikom v skladu s številnimi pravili. Pogojno so razdeljeni v pripravljalne in osnovne (delovne) ukrepe.
Pred začetkom rezanja je treba izvesti številne manipulacije.
- Nosite posebno delovno obleko in čevlje (s protizdrsnim podplatom), rokavice iz gostega blaga ali usnja.
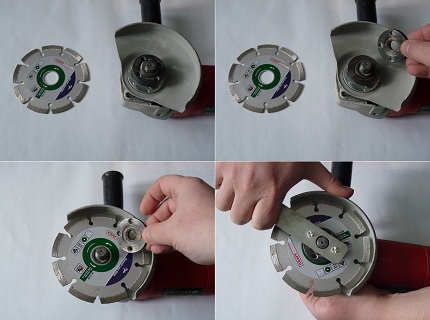
- Na podlagi lastnosti in vrste žagane kovine pripravite ustrezen disk, nato pa ga nastavite z oznako na vrh in zategnite matico.
- Preverite uporabljene delovne priključke za prisotnost različnih napak, ki kršijo njihovo celovitost: luknje, razpoke in druge deformacije.
- Uporabljajte osebno zaščitno opremo : kozarce, respirator ali masko (ščit) in v nekaterih primerih tudi slušalke.
- Preverite učinkovitost orodja, zanesljivost pritrditve ohišja (strogo prepovedano delo brez njega), stanje napajalnega kabla in vtiča.
- Pripravite delovno mesto: odstranite vnetljive materiale (mast, gorivo, papir, krpe) in vse moteče stvari. Pokrijte ali premaknite se na predmete varne razdalje, ki jih lahko poškodujejo rdeče vroče kovinske delce.
Če je mogoče, je treba material, ki ga je treba žagati, varno zavarovati, na primer v vicu, da se odstranijo možni naključni premiki. Delovni predmeti držite v rokah ali med koleni je prepovedano.

Pravilno delovanje orodja
Ko začnemo videti katerikoli del z kotno mlinčkom, bi se morali držati takšnih pravil.
- Držite Bolgarijo pri rezanju kovine, morate z obema rokama tesno zategniti.
- Kroge je mogoče spremeniti šele po popolnem prenehanju njihovega vrtenja in hlajenja na sprejemljivo temperaturo, odklopite električno orodje iz omrežja.
- Delujočega orodja ne postavljajte na tla ali na mizo (ne puščajte ga iz rok).
- Za počitek je potrebno počakati približno 5 minut in ohladiti disk.
- Nenehno je treba spremljati stanje rezalnega kroga, ne da bi mu omogočil, da bi ščipal robove žaganega predoblikovanja.
- Ne puščajte orodja brez nadzora brez nadzora.
- Uporabljajte samo ustrezne plošče, navedene v navodilih za uporabo naprave, ki jo uporabljate.
- Bolje je delati na enakomerni površini, tako da je položaj telesa stabilen.
- Prepričajte se, da je napajalni kabel izven rotirajočega kroga, ostrih robov, segretih več kot 100 stopinj predmetov.
- Premiki, ki niso neposredno povezani z rezanjem, je treba izvesti samo z izklopljenim električnim orodjem.
- Morate sedeti na strani ali za instrumentom, delajte sami, tako da deli telesa niso v ravnini reza.
Ko je rezanje kovinskega bugarskega končano, počakajte, da se disk popolnoma ustavi, odklopite napajalni kabel instrumenta iz omrežja. Po tem je priporočljivo preveriti, ali ni nobenih znakov ognja. Med rezanjem materiala desno roko drži ročico naprave pravilno na območju gumba za vklop / izklop z desno roko. Leva roka je nameščena na ročaju, privitem na vrh telesa električnega orodja.
Nedopustno je opravljati delo z bolgarščino v zelo utrujenem stanju ali pod vplivom alkohola, psihotropnih ali narkotičnih drog.
Kar se tiče vprašanja, na kakšen način - za sebe ali od sebe - bi se morala koluta vključenega Bolgarije vrteti, potem ni nobenega dokončnega odgovora. Navodila za uporabo kažejo, da je prva možnost pravilna. To je posledica dejstva, da generirane iskre letijo v obratni smeri od upravljavca, ne da bi povzročile škodo. Tudi v tej smeri bodo delčki kroga leteli, če se razbijejo na koščke.
Toda v primeru, ko pride do motenja vrtljivega "na sebi" diska, bo orodje letelo do delavca. Iz tega razloga mnogi strokovnjaki raje rezane kovine, tako da se krog vrti "od sebe". Električno orodje, izvlečeno iz roke, bo letelo v nasprotni smeri. S tem se zmanjša verjetnost poškodb, uporabnik pa bo zaščitil oblačila, čevlje in rokavice.

Rezanje pločevine po bolgarščini
Za rezanje kovin različnih vrst in debeline uporabite ustrezne rezalne plošče različnih debelin in premerov. Algoritem za izvedbo žagalnih listov je naslednji.
- Za rezanje s pomočjo lepenke je pločevina vnaprej nameščena na ravno površino.
- Označite kredo (označevalec) natančne dimenzije izrezanih delcev na površini lista.
- Pripravite žaganje vzdolž označenih črt, ne da bi spremenili kot začetnega naklona diska na delovno površino, da se ne bi zagozdil in zlomil električno orodje.
Če spretnosti žaganja pločevine Bolgarija ni na voljo, je priporočljivo predhodno vaditi na mehkem materialu - to bo omogočilo občutek dela instrumenta.

Upoštevati je treba, da spodnji spodnji segment diska kosi kovino bolj učinkovito.
Pri rezanju pločevine je treba upoštevati takšna priporočila, da bi dobili kakovosten rezultat.
- Da bi izboljšali hlajenje, je potrebno žaganje, ki bo povečal tudi čas uporabe kroga.
- Začetek rezanja kovine je samo, ko se disk vrti: orodja ne morete vklopiti, če je fiksni krog v stiku s površino obdelovanca.
- Za rezanje pločevine (tanke pločevine) ali izrezovanje različnih geometrijskih oblik je bolj priročno uporabljati majhne, izdelane kroge ("štenci").
- S pritiskom bulgruka z velikim naporom ne bi smeli biti: rezanje naj bi potekalo praktično le pod težo USM-ja.
- Če se rezalno kolo ustavi v reži (ko je električno orodje odklopljeno), lahko nadaljujete z delom šele po odstranitvi.
Če je žaganje počasno, morate zamenjati obdelovanec. Presežna obremenitev kotnega brusilnika pri rezanju kovine povzroči pregrevanje ali zagozditev vrtljivega kroga.
Rezanje krožne luknje v kovini s pomočjo brusilke
V praksi je pogosto potrebno kroženje kroga v kovini, iz orodja pa je na voljo le kotna brusilka. Ampak to je dovolj za ta namen. Algoritem delovanja je naslednji.
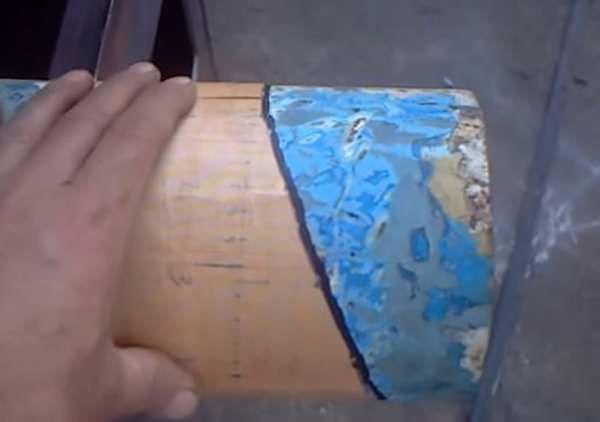
- Narišite krog s kompasom na površini kovine ali na prej izdelanem kartonu (kartonu) s kredo ali označevalcem.
- Držite bulgark pod kotom na površino lista, opravite predhodno označevanje kovine vzdolž označene konture, tako da kratke premike z diskom (žaganje majhnih segmentov).
- Potem, enakomerno premikajte šobo, poglobite režo, dokler ni popolnoma izrezana.

Za rezanje je potrebno na zunanjem obrisu kroga, da ne zmanjšamo velikosti kroga. Če je njegov premer majhen, ga opazite, dotaknite se kovin z diskom na točkah (brez vzdolžnega gibanja šobe). Krožna luknja se dobi s poševnim rezom, pa tudi z manjšimi pomanjkljivostmi (odvisno od spretnosti delavca). Po tem, če je potrebno, obdelajte.
Celoten postopek rezanja krožne luknje v pločevini s posebno napravo je prikazan v videu:
Značilnosti obdelave s debelo kovino, bakrom, litjem, aluminijem
Če je potrebno rezanje debele kovine v ločene drobce, priporočamo, da dodatno izvedete naslednje ukrepe:
- Konstantno ohladite kontaktno površino kovine z diskom s hladno vodo zaradi močnega segrevanja reže;

- za izdelavo vseh kosov samo rectilinearly;
- različne krivulje oblike je treba razrezati z ločenimi ravnimi dolžinami majhne dolžine, medtem ko odstranjujemo nepotrebne dele;
- v celoti obdelal obdelovanca za več pristopov, pri čemer je vsaka kasneje poglabljala režo;
- če je potrebno za rezanje vogalov, I-žarkov, kanalov, tirnic, nato pa vsak od njihovih konstrukcijskih delov poseka ločeno.
Rezanje litega železa, nerjavečega jekla in barvnih kovin, na primer aluminija in bakra, poteka s pomočjo posebnih krogov, namenjenih za delo s temi materiali. Vse potrebne informacije o diskih so navedene v označevanju teh izdelkov, natisnjenih na njihovi strani. Krogi se razlikujejo glede na sestavo polnil:
- v nekaterih dodatkih je težek material, ki je sposoben žagati dopirano jeklo;
- v drugih se uporabljajo mehka veziva.
Rezanje nerjavnega jekla s konvencionalnimi kovinskimi ploščami je prepovedano, ker njihova sestava vključuje snovi, ki povzročajo pospešeno korozijo rezalnega mesta . Aluminij in baker sta zelo viskozna barvnih kovin. To so videli s pomočjo bolgarskega, ki je prelil skozi kerozin . V tem primeru je treba upoštevati pravila požarne varnosti.
Priporočila za rezanje kovinskih cevi
Rezanje cevi iz različnih kovin je zahtevano delovanje pri izvedbi popravil in gradbenih del. Odrezani izdelki so potrebni za vgradnjo kanalizacijskih in ogrevalnih sistemov, vodovodnih vodov. Bolgarija se v tej smeri dobro ukvarja z različnimi nalogami. Diskete za delo so izbrane glede na material, pri katerem je cev izdelana.
Uporaba kotnega brusilnika omogoča:
- žaganje cevi z različnimi koti, na primer 45 in 90 stopinj;
- rezani izdelki s premerom;
- gladek profil (pravokotni ali kvadratni profil);
- izdelati vzdolžno rezanje cevastih prozorcev;
- žaganje cevi iz litega železa;
- rezane tankozidne cevi.

Če je potrebno rezati cev velikega premera, uporaba mlinca omogoča, da se to delo opravi brez znatnih denarnih stroškov. Toda hkrati je produktivnost dela majhna in tveganja so precejšnja. Ko so dolge cevi na nosilcih, so odrezani le viseči deli . Če je žaga centrirana, bodo robovi reza pritegnili trim krog, zaradi česar se orodje zagozdi in povzroči morebitne poškodbe.
Strokovnjaki ne samo, da rezanje cevi iz različnih materialov pod pravim kotom, temveč tudi izrezane luknje v zahtevanih oblikah. Delo s profilom in okroglimi blatniki se izvaja na podoben način, z obveznim upoštevanjem varnostnih pravil.
Žaganje cevi iz različnih zornih kotov
Rezanje pod kotom 45 in 90 stopinj okroglih in profilnih cevi je potrebno za polaganje različnih komunikacij. V vsakem primeru je potrebno gladko rezati cev, tako da so elementi, ki jih je treba povezati, čim bolj povezani v gosto.
Rezanje pod kotom 45 stopinj s cevmi cilindričnega odseka poteka na naslednji način:
- vzamemo običajen kvadratni list papirja;
- natančno diagonalno ga zložite;
- Ta predlogo zajema cev;
- kredo ali drugo označevalno napravo uporabljajo bodočo linijo za rezanje;
- odstranite predlogo;
- oblogo obdelujte v primežu;
- odrezani označeni kos cevi.
Pri uporabi predloge mora biti ena od dveh kratkih strani tega trikotnika vzporedna z osrednjo osjo cevi.
Kadar je treba rezati pod kotom 90 stopinj, so cevi preprosto zaviti v krog (cilindrično) ali vzdolž oboda (profila) papirja. Potem je označena linija za rezanje. Tudi označevanje profilne cevi je lahko zelo enostavno z navadnim gonom.
Če je potrebno zarezati znatno število profilnih cevi pod kotom 45 in 90 stopinj, naredite ustrezne predloge tega materiala, le večji del. To vam omogoča, da izvedete zahtevane meritve samo enkrat. Hkrati se za začetno označevanje uporablja gradbeni kvadrat ali zadaj. Ko je šablona izdelana, se vrezani kosi vstavijo v notranjost, pri tem pa upoštevajo rezalne linije. Nato se žagajo.
Predloge so narejene za druge velikosti vogalov. Ta metoda povečuje učinkovitost dela.
Značilnosti rezanja litega železa in tankoslojnih cevi
Lito železo je krhka snov . Če želite rezati cev iz litega železa z bolgarščino, ravnajte v takem zaporedju:
- upoštevajte linijo reza;
- pod cev postavite leseni blok, ki bo služil kot podpora;
- Izrez po obrisu nekaj milimetrov globoko;
- vstavite dleto v utor;
- z udarcem trdega in ostrega kladiva.
Po udarcu se cev razcepi vzdolž linije reza. Njegovi robovi bodo precej enakomerni. Če je potrebno, jih nadalje obdelujejo.

Za izvedbo vzdolžne žage cevi je pomembno tudi natančno označevanje . Za njeno uporabo se uporabljajo različne prilagoditve, na primer konstrukcijski navoj ("pilota"). Celoten postopek žaganja je treba opraviti previdno, počasi, da ne bi prišli ven iz označene črte.
Tankaste cevi so ena od vrst takšnih izdelkov. Pogosto so izdelani iz barvnih kovin: bakra ali aluminija. Njihovo rezanje je težka naloga. V tem primeru je potrebno uporabiti kroge, primerne za bugarski material.
Žaganje tankoslojnih cevi je treba opraviti zelo previdno, ker se lahko enostavno deformirajo tudi pri uporabi majhne obremenitve.
Da bi zmanjšali možnost upogibanja rezanega kosa, se v notranjost spadajo različna ohlapna polnila, na primer navaden čist pesek.
Rezanje profilirane pločevine in kovine
Pogosto v praksi se moramo ukvarjati s potrebo po rezanju pločevine ali kovinskih ploščic. Ti materiali so izdelani iz jekla, ki je prevlečen s cinkom in polimernimi zaščitnimi plastmi.

Izrazijo se mnenja o možnosti uporabe bolgarščine za rezanje. V navodilih za montažo je zapisano, da profilirane pločevine ni mogoče žagati z kotno brusilko. Če želite to narediti, uporabite druga orodja. Toda jih je treba kupiti, kar ni vedno upravičeno s količino prihodnjih del, ampak tudi dodatne finančne naložbe. Če ni drugega orodja, kot je UWB, preden vidite bolgarskega, morate poznati morebitne negativne posledice.
- Če odrežete kovinske strehe ali profiliramo kotno mlin, bo zaščitna prevleka na območju žage in malo blizu nje uničena, obrezani rob pa se bo začel rjaviti.
- Material je odstranjen iz garancije.
- Leteče iskre ne morejo uničiti samo videza preostalega lista (barva se izgubi), ampak tudi poškoduje polimerni premaz.
- Rob reza se lahko iztrga.
Vse obravnavane negativne posledice je mogoče zmanjšati, če z valovito ploščo ali ploščo iz kovine prekrite z bolgarijo in upoštevate naslednja priporočila:
- vsa dela opravite neposredno pred namestitvijo;
- Obdelavo odsekov z antikorozivnimi spojinami;
- pokrivne robove pokrijemo s podlago in madežem;
- uporabite diske za kovine z najmanjšo debelino (do 1 mm);
- tako da robovi ostanejo gladki, ga morate hitro prekriti;
- nežno zmečkati robovane robove.
Pred rezanjem, kot ponavadi, označevanje listov.

Če želite izrezati kvadrat, nadaljujte tako:
- narišemo jo na površini pločevine;
- material je presežen skozi označeno bolgarsko;
- Na koncu je lepo izrezal vsak kotiček.
Kroži ali druge številke so izrezane, delajo po isti shemi.
Uporaba orodja za rezanje kovinskih ploščic in profiliranih listov olajša delo. To postane bolj priročno, saj lahko velikost listov prilagodite neposredno na strehi.
Na kovinski ali profilirani list ostanejo na garanciji, merite predmet in naročite tovarniško rezanje listov. Poskusite lahko tudi vzeti material s takšnimi dimenzijami, da se ne zahteva obrezovanje.
Rezanje kovin z bolgarskim je poceni, praktično cenovno dostopen in precej učinkovit način rezanja. При этом следует использовать для каждого материала соответствующие диски без дефектов. От этого будет зависеть не только качество получаемого результата, но и собственное здоровье. Обязательно, распиливая металл, требуется соблюдать правила безопасности и пользоваться средствами индивидуальной защиты. Следует постоянно помнить, что при работе с угловой шлифовальной машиной любые недочеты и невнимательность могут обернуться травмой. Поэтому работать нужно сосредоточенно и осторожно.