
- Splošna pravila dela
- Priprava orodja za delo
- Obdelava robov
- Rezanje lukenj
- Zaklepanje ključavnic in tečajov
- Выборка пазов и четвертей
- Соединение шип-паз и ласточкин хвост
- Работа по металлу
- Фигурная резьба и изготовление поделок
Pomagajte razvoju spletnega mesta, delite članek s prijatelji!
Fraser je edinstveno orodje, ki ima veliko funkcionalnost, ki je nepogrešljiv asistent v tesarstvu. Ročno rezkalno orodje se lahko uporablja za ustvarjanje različnih vrst spojev med lesenimi deli, za oblikovanje robov, rebrastih in lukenj obdelovancev, ga uporabite za izbiro žlebov in žlebov ter za rezbarenje in kovinsko gravuro.
Splošna pravila dela
Kljub preprostosti pri rokovanju je usmerjevalnik travmatično orodje, če ga uporabljate brez upoštevanja preprostih pravil. Torej, osnovna pravila za delo s to enoto so naslednja.
- Oblačila morajo biti tesno povezana z rokami. Če imate dolge lase, jih morate prevzeti, da jih ne bi udarili v nož in nato navijali.
- Pred zagonom preverite, ali je omrežni kabel poškodovan zaradi izolacije. Poškodba kabla se pojavi v času, ko kabel nehote pade na rezkalni stroj, ki se še ni ustavil. Ugotovljene izolacijske napake morajo biti izolirane.
- Pripravite delovno mesto tako, da ne vsebuje tujih predmetov (ključi, izvijači, vijaki itd.), Ki lahko spadajo pod delovno orodje in ga poškodujejo.
- Uporabljajte le dobro ostro orodje (rezkalni stroj). Preverite ostrino rezila lahko prst: za to morate jih držati na rezilu pod kotom 90 stopinj. Če je rob robusten, se boste počutili lahkotno, ko boste ostri robovi. V nasprotnem primeru lahko prst zlahka zdrsne z rezila.
- Pred uporabo rezkarja s pogonskim ležiščem ga vedno namažite z eno kapljico olja. Ležaj mora biti brez težav in brez zamika.
- Pri nameščanju orodja v ohišje se prepričajte, da se nož rezila v njej ne sme premakniti najmanj 20 mm.
- Vsakič, ko namestite rezilo, odstranite ogljikove nanose in lesne ostanke iz nožev z mehko kovinsko ploščo.
- Uporabljajte posebna zaščitna očala . No, če so prah.
- Prepričajte se, da zaščite dihalni sistem pred finim prahom, ki se med rezkanjem obilno oblikuje, še posebej, če so deli obdelani iz iverne plošče in MDF. Kot zaščito lahko uporabite respirator ali običajno medicinsko masko, kupljeno v lekarni.
- Obdelovalni kos vedno pritrdite na mizo z uporabo sponk. Med obdelavo držite obdelovanec z eno roko, je prepovedana.
- Pravilno izberite vrtilno frekvenco vretena enote, odvisno od premera vgrajenega orodja. Prav tako bodite pozorni na trdoto lesa . Višja je trdota materiala, manjša je hitrost vrtenja, ki jo potrebujete za namestitev.
- Rezilo za en prehod mora biti potopljeno v obdelovanec do globine največ 3 mm.
- Pred obdelavo obdelovanca zaženite rezkar in počakajte, da rezkalnik doseže želeno hitrost, nato pa nadaljujte z vstavljanjem rezalnika v les. Če začnete mletje pri nizki hitrosti ali z začetno hitrostjo orodja, se na obdelovancu utripa rezalni del orodja, ki na njej tvori črtasto površino. Poleg poškodb delov se lahko rezkalnik rezanja izklopi in poškoduje upravljavca.
- Enoto držite na tak način, da lahko vidite vrtljivo zaskočko in opazujte njegovo potopitev v material.
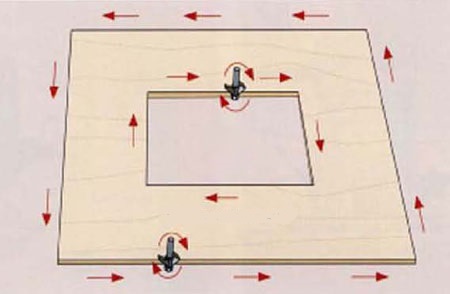
- Ker se rezkalnik vrti v urah, mora biti usmerjevalnik usmerjen tako, da se nožne rezine premikajo proti materialu, kot je prikazano na sliki spodaj.
- Rezkalni stroj je treba trdno držati v rokah, vendar brez prekomernega tlaka na obdelovancu. Enako pritisnite in enakomerno poganjate enoto, ne da bi se vrtela po celotni poti gibanja.
- Če delo opravlja rezkalnik pri nizkih hitrostih in tudi za daljši čas, ga je treba občasno ohladiti . Napravo je treba zagnati pri največjih vrtljajih (prosti tek) 20-30 sekund, tako da je motor dobro prezračen z zračnim tokom, ki ga ustvari rotor, nameščen na njegovi gredi.
- Če želite ustaviti rezkanje, na primer rob obdelovanca, morate najprej izvleči rezilo iz lesa in nato izklopiti stroj. Toda pri mletju globokega utora morate najprej ustaviti dovajanje orodja, ga izklopiti, počakati, da se orodje popolnoma ustavi, in šele po tem izvlečete rezilo iz poglobitve.
Priprava orodja za delo
Najpomembnejša stvar, preden začnemo s postopkom mletja, je nastaviti stroj za določeno vrsto dela, ob upoštevanju lastnosti materiala, ki se obdeluje, in vrste orodja.
Izbira hitrosti
Rezkalnik je agregat, ki lahko razvije zelo visoke hitrosti vretena od 8000 do 24000 vrt / min ali več. Višja je hitrost vrtenja orodja, čistejša bo površina. Vendar se morate zavedati, da lahko prekoračitev dovoljene hitrosti za nekatere mline povzroči, da obdelovanec izgori na obdelovalnih mestih. Zato je poleg vrtilne hitrosti stebla orodja treba upoštevati linearno hitrost rezila . Značilno je, da je večji premer orodja, večja je linearna hitrost rezalnega roba orodja. Če nameravate uporabiti snap-in velikega premera, je treba hitrost vretena nekoliko zmanjšati.
Spodaj je tabela, s katero lahko izberete optimalno hitrost orodja, odvisno od njegovega premera.
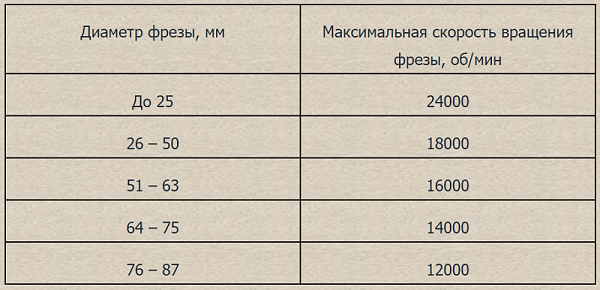
Poleg tega je treba pri izbiri hitrosti vrtenja orodja upoštevati trdoto materiala, ki se obdeluje. Rezkanje trdega lesa je potrebno pri nižji hitrosti, kot je priporočeno za določen premer orodja.
Prav tako je potrebno zmanjšati hitrost orodja, če potrebujete PVC rezanje, obdelavo pleksi stekla in plastike. Pri visokih hitrostih se bo plastika začela taliti in se držati orodij. V vsakem posameznem primeru je hitrost vrtenja izbrana eksperimentalno.
Montaža mlina
Pred zamenjavo orodja mora biti rezkalnik odklopljen iz napajanja . Onemogočanje gumba za zagon ni dovolj. Zelo pomembno je, da izvlečete kabel iz vtičnice, da preprečite nenameren zagon motorja.
Oprema se spremeni, kot sledi.
- Napravo postavite na njegovo stran tako, da je gumb, ki pritrjuje vreteno, na vrhu.
- Pritisnite gumb in obrnite vreteno, dokler se ne zaskoči s ključavnico. Po tem položite ključ na matrico in ga odvijte. Na nekaterih modelih mlinov ta gumb morda ne bo. V tem primeru potrebujete 2 ključa. Prvi ključ je nameščen na matici, nameščeni na vretenu, in deluje kot zapah (če ga držite v vodilu), druga ključa pa se odvija od matice matice.

- Po tem, ko sprostite stožčasto zaponko, odstranite držalo rezila.
- Nato vstavite novo orodje, ki ga potopite v kolutu do globine najmanj 20 mm, kar pomeni, dokler se ne ustavi.
- Privijte matico. Zategnite orodje z zadostno močjo, vendar ga ne morete premakniti.
- Odstranite ključavnico iz vretena.
Treba je zapomniti: matico objemke objemke ni mogoče zategniti, če v njej ni nobene vrvice. To bo povzročilo njegovo razčlenitev.
Nastavitev globine obdelave
Praktično vse enote za mletje imajo kontrolo globine . Globina instrumenta je nastavljena na naslednji način:
- Stroj postavite na ravno površino, na primer na mizo.
- Premaknite korak steze (1), ki ima najmanjšo višino, pod potopno postajo (2).


- Odstranite ključavnico iz merilnika globine z rahlim odvijanjem vijaka (3), tako da se lahko omejevalnik (2) prosto giblje.
- Odklenite enoto potopnega mehanizma. V nekaterih modelih mlinov je motor pritrjen na navpične palice z enim vrtljivim ročajem. Obstaja tudi veliko število modelov teh enot, kjer je pogon pritrjen s posebnim nihalnim vzvodom.
- Spustite motor navzdol, dokler se rezilo dotakne obdelovanca. To počnite počasi, da ne bi udarili lopatic z delom.
- Potem spet pritrdite motor na tirnice.
- Spustite globinski postanek (2) na najnižjo stopnjo stojišča (1).
- Drsnik (4) nastavite na "0" lestvice (6).
- Dvignite omejilnik (2) na takšno višino, ki je nasprotno od drsnika (4) na lestvici (6) vrednost potopitve, ki jo želite izvesti. Za grobo nastavitev se omejevalnik (2) dviga ali spusti ročno. Natančnejša nastavitev globine potopitve instrumenta se izvede z mehanizmom finega uravnavanja (5).
- Položaj zamaška (2) je potrebno pritrditi z zaustavnim vijakom (3). Sedaj lahko odklenete potopni mehanizem in dvignete snap z motorjem navzgor.
Če spustite aktuator, dokler se stop (2) ne dotakne najnižjega koraka konice lopute, dobite največji podaljšek rezila glede na podplat. Ta količina potopitve orodja v obdelovanec bo dokončna, to pomeni, da je potrebna globina.
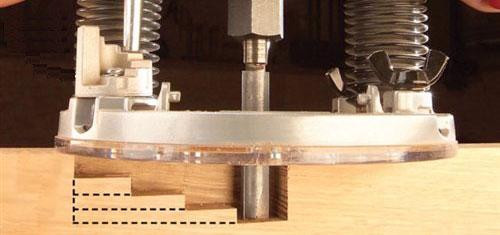
Če želite narediti globok utor, ki ga v enem prehodu ni mogoče izbrati, lahko uporabite obračalno postajo za postopno potopitev instrumenta v obdelovancu . Da bi to naredili, postavite najvišji korak na postanki (1) obrata pod merilnikom globine (2) in mletju. Nato postavite pod zamašek naslednji, spodnji postanek in znova položite orodje. Ko omejevalnik doseže najnižjo postajo, se doseže zahtevana globina utora. Naslednja slika prikazuje, kako postopno poglabljanje orodja v obdelovanec pride, če uporabite zaustavitveno tipalo.
Obdelava robov
Za obdelavo robov in koncev obdelovanca uporabite posebne rezalne stroje . Lahko so ravne ali kovinske. Ravni noži se uporabljajo za obrezovanje (poravnavanje) robov delov z vzorcem (curvilinear) ali s ravnilo. Na primer, če ste rezanje iverne plošče z električno žago, ne morete brez rezkarja. Rob po opravljenju datoteke za nohte se izkaže za neenakomeren in z majhnimi čipi. Če želite, da je idealna geometrija, storite naslednje.
- Mlin ravnega roba pritrdite v stojalo usmerjevalnika. Ta rezalnik lahko ima ležaj od spodaj ali v zgornjem delu (blizu stebla).


- Če ima rezilo spodnji potisni ležaj, je vzorec nameščen pod obdelovancem in oba dela pritegneta na delovno mizo s sponami. In obratno, je šablon pritrjen na obdelovancu z zgornjim ležajom na orodju.
- V primeru spodnjega ležaja usmerjevalno ploščo postavite na rob obdelovanca in spustite nož, tako da je ležajni ležaj v središču konca šablona, spodnji del lopatice pa v okvirju priblizno 2-3 mm. Za frezalno rezilo z zgornjim ležajem se vse opravi obrnjeno: podplat je nameščen na šabloni, pod katero je obdelan obdelovanec. Rezilo se spusti, dokler le-ta ne doseže sredine šablona, zgornji del rezil pa ne bo za 2-3 mm.
- Nadalje je rahlo vpeto prazno poravnano s predlogo (lahko uporabite gumijasto kijanku) na predhodno uporabljenih oznakah.
- Po izravnavi dobro pritrdite dele s sponami na delovno mizo. Če so šibko pritrjeni, nato pa se med močnim vibracijam med delovanjem orodja premaknejo.
- Postavite osnovo usmerjevalnika na obdelovanec (predlogo), ne da bi se dotaknili rezalnika, vklopite stroj in počakajte, dokler ne doseže polne hitrosti;
- Gladko usmerite rezilo na začetek obdelovanca tako, da se orodje izreza in nosi ležaje v predlogi, nato pa mletje vzdolž celotnega roba.
Za obdelavo koncev obdelovancev je mogoče uporabiti običajne potopne (navpične) rezkalne stroje. Če je potrebno odstraniti prevleke PVC roba, katerih debelina lahko doseže do 4 mm, je bolj priročno delati z rezkarjem za rezkanje robov, ker je kompakten v velikosti in svetlobe v teži.

Zgoščeni končni mlin se v glavnem uporabljajo za predelavo lesnih izdelkov in MDF. V tem primeru se obdelovancu najprej dobi določena oblika s pomočjo ravnega rezkarja. In šele po tem se orodje z zahtevanim ukrivljenim profilom vstavi v kolut in roba se obdela na običajen način. Samo poravnan rob dela služi kot šablon ali vodilo za ležaj.

Pri rezkanju lesenih delov je treba upoštevati smer lesnih vlaken . Če se to ne naredi, se žlice pojavijo na vogalih obdelovancev ali na točkah, kjer vzdolžna vlakna pri obdelavi, na primer, krivuljastih delov prehajajo v končna vlakna. Da bi se izognili zdrobitvi, je potrebno krožiti "težave" na obdelovancu (slika A). Če skozi te odseke z orodjem za rezkanje na običajen način (proti uri puščice) najpogosteje pride do nastanka čipov. Zato se do "problematičnih" območij orodje napaja v nasprotni smeri urnega kazalca, pri prehodu vlaken pa se smer obrne (slika C).

Enako pravilo velja za obdelavo kotov lesa . Prvič, nož mora potekati po vlaknih vzdolž puščice ure (skozi vogal), po katerem se konec nadaljuje na običajen način.
Če mlevite MDF fasade (preden jih lepite s plastiko) ali druge izdelke iz tega materiala, potem skrbite, da čipi ne sledijo, ker ima material enotno strukturo.
Rezanje lukenj
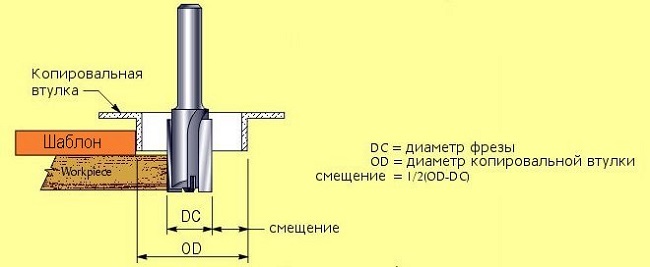
Za rezanje odprtin v lesenih obdelovancih lahko uporabite ravno rezanje. Če ima luknjica kompleksno obliko, jo usmerjevalnik prekriža v skladu s predhodno pripravljeno predlogo z uporabo kopirnega obroča. Slednji je pritrjen na dno usmerjevalnika in ko stroj teče, nastavi premik orodja v želeni smeri.
Torej, če želite izrezati luknjo v lesenem obdelovancu, morate opraviti naslednje operacije:
- pritrdite ravno utor v ohišju stroja;
- priložite kopirno pušo na podnožje usmerjevalnika;
- postavite obdelovancu na delovno mizo, v kateri želite narediti luknjo;
- postavite majhne koščke iverne plošče pod obdelovanco, da bi ga rahlo dvignili nad mizo (to je potrebno, da orodje izstopi pri rezanju skozi del);
- postavite predlogo z že pripravljeno luknjo na obdelovancu in oba dela pritrdite na mizo s sponkami;
- nastavite najmanjšo vrednost izhoda nožev (približno 3 mm) glede na podplat stroja;
- Vključite usmerjevalnik in ga rahlo spustite na šablono, tako da nož nežno vstopi v material;
- zbrati celotno periferijo šablone;
- spustite rezilo za nadaljnjih 3 mm in ponovite zgornji postopek;
- Nadaljujemo dodajanje 3 mm globine, dokler se rezilo ne premakne skozi obdelovanec.

Na enak način lahko izrežete krožno luknjo v ustreznem vzorcu. Toda, da bi krožnik obdelal v obdelovancu, je veliko lažje. Celoten sklop krožnih naprav je že vključen v konfiguracijo večine modelov frezalnega rezalnika . Sestavljen je iz palice z nastavljivim (koničastim) vijakom na eni strani.

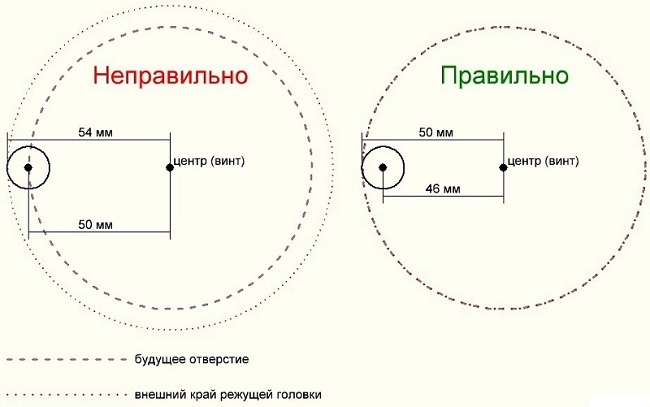
Palica je pritrjena na enoto enote, vijak pa je vstavljen v luknjo, ki služi kot središče prihodnjega kroga. Nato morate nastaviti želeni polmer, upoštevajoč premer rezalnika. Na naslednji sliki je prikazano, kako pravilno izmeriti polmer luknje.
Rezkanje se izvede na običajen način v več stopnjah, vsakič ko poglabljate orodje za 3 mm.
Tudi rezkalni rezkalnik lahko vrti luknje, na primer za namestitev pohištvenih zank. To se naredi, kot sledi.
- Privijte Forstnerjevo vadbo s potrebnim premerom v ohišju enote.
- Nastavite najmanjšo hitrost vretena.
- Postavite usmerjevalnik na ravno površino.
- Spustite rezilo tako, da konica v središču ne doseže površine mize 2-3 mm in pritrdite pogon na vodila.
- Nato spustite globino na katerikoli korak kupole in jo zaklenite z zaustavnim vijakom. Zaradi omejevalnika globine rezalnik ne more pasti pod zahtevano raven.
- Odstranite pogonsko objemko tako, da se lahko prosto giblje navzgor in navzdol.
- Na obdelovancu je treba središče bodoče luknje zaskočiti.
- Postavite usmerjevalno blazinico na obdelovancu in spustite nož, tako da je konica, ki je nameščena na sredini, točno na želeni lokaciji na strani.
- Dvignite rezilo rahlo nad obdelovancem, vklopite stroj in po nizu vrtljajev nemoteno začnite potopiti orodje v material, dokler se globina ne doseže. Nato se lahko šteje, da je postopek vrtanja zaključen.
Pred vrtanjem na obdelovancu je potrebno opraviti enako delo na nepotrebnem kosu lesa ali iverne plošče s podobno debelino.
Pomembno je, da ima ta slepa luknja potrebno globino, ki zadostuje za namestitev skodelice pohištvenega zanka, medtem ko ne sme biti nobenih izboklin in skozi luknje na zadnji strani dela.
Če potrebujete skoznjo luknjo, potem merilnik globine ni potreben. Za "čist" izstop rezkarja na zadnji strani obdelovanca je treba vrtanje opraviti v dveh fazah. V prvi fazi se posoda za vrečo potopi v obdelovancu, dokler na hrbtni strani ne nastane majhna luknja od čepa. Nadalje je obdelovanec obrnjen, vijak konice je nameščen v oblikovano luknjo in izvedeno je nadaljnje vrtanje. Tako so robovi luknje na obeh straneh obdelovanca celo in brez čipov.
Zaklepanje ključavnic in tečajov
Za vstavljanje tečaja in ključavnic v lesena vrata so razvili številne posebne naprave, na katerih je nameščen potopni usmerjevalnik.

Te naprave so precej drage, zato jih mojstri poskušajo narediti sami. Na primer, vstavljanje zanke z rezkarjem brez vzorca je precej težavna naloga. Vendar je ta postopek opazno poenostavljen, če izdelate posebno preprosto predlogo. Kako to storiti, se lahko naučite iz tega videoposnetka.
Zaklepanje ključavnic v notranjih vratih se pojavi v dveh stopnjah: najprej je širok utor tvorjen pod sprednjo ploščo ključavnice in nato izbrana globoka reža pod zaklepom. Za oblikovanje sedeža ključavnice morate opraviti naslednje korake.
- Vlečite ravno rezanje z prečnim prerezom 0, 5 mm večji od ključavnice.
- Nastavite globino potopitve na rezilo na 3 mm (odvisno od debeline plošče).
- Pritrdite vzporedno postajo na podplat stroja.
- Zaklepno ploščo pritrdite na konec vratnega krila in jo obrnite s svinčnikom. Poiščite središče roba vrat in narišite črto (vzdolž platna).
- Namestite usmerjevalnik s poudarkom na koncu vrat in sredino rezila na označbah, nato pa v tem položaju.
- Vklopite enoto, potegnite rezilo v vratnem krilu do nastavljene globine in preglejte ta del vzdolž celotne dolžine. Kot rezultat, dobite širok in pliten utor pod sprednjo ploščo ključavnice.
- Ko pritrdite ključavnico na nastalo vdolbino, upoštevajte, kje bo začetek in konec globokega utora.
- Nato morate izbrati rezalnik (ravno žlebanje) s premerom, ki je nekoliko večji od debeline primera zatiča. Prav tako mora biti njen nosilec zadostne dolžine, tako da lahko ta rezkalnik doseže utor 2-3 mm globlje od višine zaklepa.
- Pritrdite zaskoč v sklopu sklopa.
- Na napravi nastavite največjo globino potopitve vlečne mreže, ki zadostuje, da vstavite kovček. To se opravi z regulatorjem globine.

- Vklopite stroj in vrtajte do polne globine, določene na začetku oznake. Ponovite vrtanje vzdolž celotne dolžine tega razdelka, tako da luknje postavite čim bliže drug drugemu.

- Когда весь участок будет проработан, немного поднимите фрезу, чтобы верхняя часть лезвий оснастки немного вышла из паза (на 1-2 мм) и произведите фрезерование, передвигая агрегат вперед и назад. После нескольких проходов фрезу можно углубить и снова проделать вышеописанную операцию. В итоге вы получите глубокий паз с ровным дном и ровными стенками.


Выборка пазов и четвертей
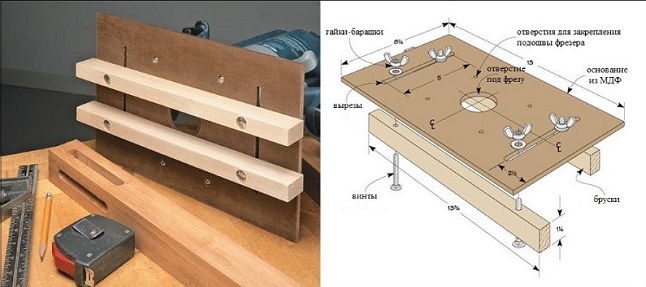
Чтобы выбрать паз на пласти заготовки или ее кромке (торце), можно использовать параллельный упор, как и при врезке дверных замков. Но можно изготовить и специальное приспособление, облегчающее процесс, если требуется выбрать пазы в большом количестве одинаковых деталей из дерева. Как выглядит приспособление для выборки пазов, показано на следующем рисунке.
Настраивается данное приспособление просто:
- агрегат устанавливается на площадку приспособления;
- вся конструкция накладывается на заготовку;
- с помощью параллельных направляющих прямая пазовая фреза центрируется относительно разметки на заготовке;
- после настройки глубины погружения оснастки (обычно требуется несколько проходов) происходит изготовление пазов.
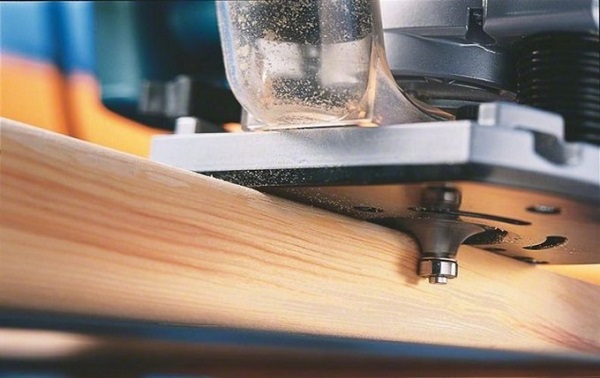
Чтобы выбрать четверть в деревянной заготовке, используют пазовую фрезу с подшипником .

В качестве направляющей для оснастки служит кромка (торец) заготовки. Инструмент зажимается в цанге агрегата, после чего устанавливается высота погружения и проводится выборка четверти обычным способом.

Выбор четверти – это не единственная функция данной оснастки. С ее помощью можно выбрать паз вдоль кромки заготовки и сделать шпунтованную доску . Глубина паза регулируется сменой упорных подшипников различного диаметра.

Для изготовления шпунтованной доски в больших объемах потребуется крепление фрезера к столу.
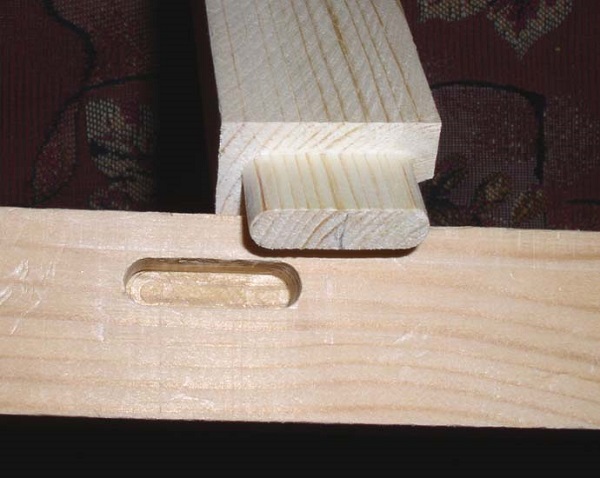
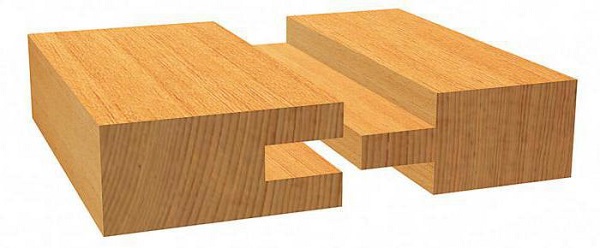
Соединение шип-паз и ласточкин хвост
Для создания соединения шип-паз существует множество сложных приспособлений. Но если производство изделий из дерева поставлено не на поток, то соединение шип-паз при помощи ручного фрезера можно сделать простым способом.
- Деталь, на которой будет вырезаться шип, должна иметь уже чистовой размер. Делая разметку, следует добавить к длине детали длину шипа. К примеру, для ножек столов и стульев будет достаточно длины шипа 30-40 мм, а для дверей – 55-70 мм. С помощью угольника сделайте разметку на краю заготовки.
- Возьмите ножовку по металлу и сделайте небольшие пропилы (это будут плечи шипа).

- Подготовьте фрезу “бочонок ” и закрепите ее в цанге аппарата. С ее помощью будет создаваться шиповое соединение.
- Закрепите заготовку на верстаке, а перпендикулярно ей закрепите вторую деталь такой же толщины (будет выполнять роль опоры для подошвы фрезера).

- Далее, необходимо выставить величину вылета фрезы относительно площадки агрегата. Если шип будет располагаться точно по центру заготовки, то вылет инструмента должен быть таким, чтобы после переворачивания детали и второго прохода у вас получилась толщина шипа, соответствующая ширине паза. Ширина паза, в свою очередь, зависит от диаметра пазовой фрезы. Вот от этого размера и следует начинать расчет всего соединения.
- После того, как вы определились с глубиной погружения инструмента и выставили ограничитель, можно приступать к выборке шипа. Включите агрегат и начинайте фрезеровать заготовку, но поэтапно, углубляясь каждый раз в материал на 3 мм.
- Когда требуемая глубина будет достигнута, остановите аппарат и переверните заготовку.
- Продолжайте выборку шипа методом, описанным выше. В результате вы получите шип прямоугольного сечения . Но, так как паз будет иметь по краям закругление от фрезы, то и на шипе потребуется срезать углы. Сделать это можно ножом или на точильном станке.
Как выбирается паз, было подробно рассмотрено выше. Если требуется сделать шип-паз по всей длине или ширине заготовки, то скруглять углы шипа не потребуется.
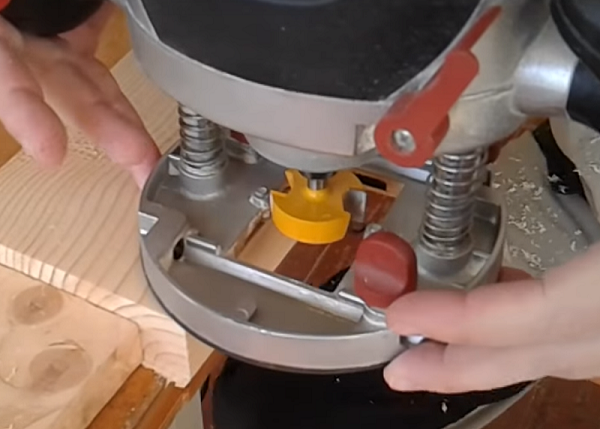
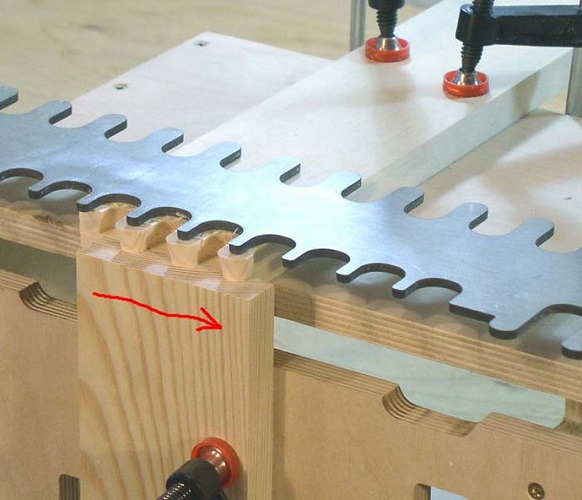
Чтобы изготовить шиповое соединение ласточкин хвост, используют специальное приспособление.

На фрезере устанавливается пазовая фреза “ласточкин” хвост, а также копировальная втулка, имеющая бортики, для лучшего позиционирования в прорезях шаблона.

После зажатия шаблона и заготовки проводится фрезерование по общим правилам.
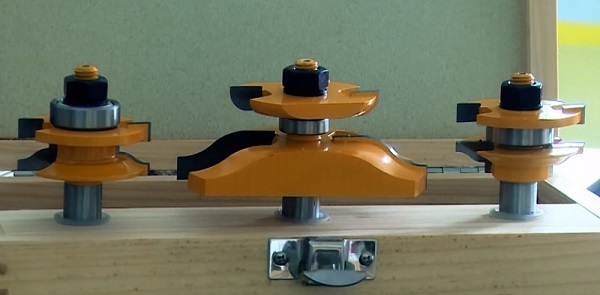
Пазо-шиповое соединение также используется при изготовлении вагонки . Только, чтобы сделать вагонку, необходимо иметь комплект из 2-х фрез. Одна фреза выбирает паз на кромке детали, а другая – делает шип.

Чтобы сделать филенку, кромка которой является шипом, и прорезать паз в рамке фасада, также используют набор фрез.

Работа по металлу
Фрезеровка металла ручным фрезером производится в очень редких случаях, так как данный инструмент не предназначен для этих целей. Иногда его применяют для зачистки сварных швов или раззенковки отверстий. Также допускается работать данным инструментом для обработки изделий из алюминия, меди, бронзы и латуни (для выборки пазов). В агрегат устанавливается твердосплавная пазовая фреза, и происходит фрезеровка детали обычным способом.
При этом на аппарате нужно выставить минимальные обороты шпинделя, а глубина погружения оснастки на один проход должна быть 0, 5-1 мм.
Иногда ручной фрезер используют для гравировки узоров на плоскостях из цветных металлов. В таком случае используются такие же шаблоны и приспособления, как и для работ по дереву, только в цангу фрезера зажимаются специальные гравировальные фрезы.

Фигурная резьба и изготовление поделок
Обычно для фигурной резьбы по дереву используют пазовые галтельные и пазовые прямые фрезы . Резьба по дереву ручным фрезером происходит следующим образом:
- установите в агрегат галтельную пазовою фрезу небольшого диаметра;
- нанесите на заготовку рисунок (можно использовать трафарет);

- обведите нанесенный узор черным маркером (не спиртовым);

- пройдите по нарисованным линиям галтельной фрезой, выставив глубину погружения 3-4 мм;

- далее, следует сменить галтельную фрезу на прямую пазовую и выбрать всю внутреннюю часть узора;

- после окончания фрезеровки полученный узор следует вышлифовать наждачной бумагой и покрыть лаком.

Таким же способом делается объемная фигурная резьба по дереву. Только выбирается фрезой не узор, а фон вокруг него. Доводка орнамента производится уже бормашиной или мини-дрелью (гравером).

Также с помощью фрезера производится не только поверхностная резьба по дереву, но и ажурная сквозная (прорезная) резка фанеры, тонких мебельных щитов, плит из МДФ. На следующем рисунке показан прорезной узор, сделанный фрезером на фанере.

Обработка фанеры производится обычными фрезами по дереву.
Поскольку фанера содержит некоторое количество клеевого состава, то оснастку приходится очищать от налипающего на лезвия клея чаще, чем при обработке древесины.
Используя вышеописанные приемы работы, можно вырезать фигурные элементы для беседок, кухонных фасадов, дачной мебели и т.д.

Фигурной резьбой по дереву можно украшать различные поделки из дерева . Например, шкатулки, нарды, делать вывески для различных заведений.


Фрезер также применятся, если требуется сделать балясины, украшенные витой или прямолинейной резьбой. Для фрезерования прямолинейных пазов, используют специальное приспособление, которое легко сделать своими руками.


Процесс фрезерования балясины происходит следующим образом.
- В агрегат устанавливается галтельная пазовая фреза с подшипником.
- Чтобы заготовка не проворачивалась, она фиксируется винтом. Он должен войти в одно из отверстий диска с закрепленной на нем балясиной.
- Nadalje je orodje spuščeno tako, da je potisni ležaj levo ali desno od obdelovanca in tik pod njegovim središčem. Toda rezalnik mora biti ravno v središču dela.
- Po namestitvi naprave se enota vklopi in proizvaja zaokroženi utor (ležaj poganja orodje, ponavlja vse oblike baluster).
- V naslednji fazi se usmerjevalnik vzame na stran, pritrdi se pritrdilni vijak, disk pa se zasuče tako, da je ključavnica v naslednji luknji.
- Po pritrditvi obdelovanca se ponovno izvede vzdolžna izbira žlebov. Po vsakem prehodu rezalnika je potrebno obdelovati obdelovanca za 1 korak.
Naslednja fotografija prikazuje balustre z vzdolžnimi žlebovi.

Za izdelavo ukrivljenih balustrov bo potrebna bolj izpopolnjena naprava.

Vrtljiva risba se doseže z vrtenjem obdelovanca, medtem ko se noži premikajo po njej. Vrtenje obdelovanca in premik rezkarja na tem stroju sta sinhronizirana.