
- Glavna razvrstitev
- Transformatorji
- Varilni usmerniki
- Pretvorniki
- Varilni polavtomatski stroji
- Argonsko obločno varjenje
- Stroji za točkovno varjenje
- Plinsko varjenje
- Indukcijsko varjenje
- Plazemsko varjenje
Pomagajte razvoju spletnega mesta, delite članek s prijatelji!
Varjenje kot nekakšna povezava kovin obstaja že več kot stoletje in se je razširilo skoraj po vsem svetu. V teh letih so se varilne metode in naprave, s katerimi se izvaja, doživele veliko sprememb in izboljšav. Z razvojem napredka smo razvili tudi nove varilne metode in s tem nove vrste varilnih strojev.
Glavna razvrstitev
Za povezavo kovin smo razvili veliko vrst opreme, ki se razlikuje ne samo pri gradnji, temveč tudi pri varjenju. Varilni stroji so lahko naslednji tipi.
- Transformatorji . S pomočjo te vrste enote AC napetost omrežja pretvori v izmenično napetost, vendar z značilnostmi, primernimi za varjenje.
- Usmerniki . Enote so AC-to-DC pretvorniki, tako da varilni lok postane bolj stabilen in varilni šiv je bolj kakovosten.
- Pretvorniki . Varilni pretvornik pretvori izmenični tok v konstantno enoto, po kateri se konstanta pretvori v izmenični visokofrekvenčni tok, na izhodu pa se ponovno spet odpravi, saj je varilni lok s konstantnim tokom, kot je že omenjeno, stabilnejši.
- Polavtomatski stroji so transformator in pretvornik. Na agregatih se namesto elektrod uporablja namenska žica in varjenje v okolju zaščitnih plinov. Aparati se lahko kuhajo tako v načinu neprekinjenega obločevanja kot tudi v pulznem načinu. Takšno sposobnost ima enota pretvornika-pulza.
- Varilni generatorji . To je kombinacija varilnega stroja (transformatorja ali pretvornika) z generatorjem. Slednji lahko ima bencinski ali dizelski motor. Te naprave se uporabljajo na mestih, kjer ni napajanja.
Na varilnih strojih lahko vidite naslednjo kratico, ki se nanaša na tokove, s katerimi delujejo:
- AC (izmenični tok) - te črke označujejo izmenični tok;
- DC - označevanje z neposrednim tokom.
Metode varjenja so označene z naslednjimi okrajšavami.
- MMA (Manual Metal Arc) je preveden kot "ročno varjenje električnega toka" (RDS). To je tradicionalni in najpogostejši način povezovanja kovinskih izdelkov. Kot dodatek z napravami, ki se uporabljajo elektrode, ki imajo zaščitno prevleko (premaz).
- MAG (kovinski aktivni plin) je varilna metoda, v kateri se lok obriše z aktivnim plinom (običajno se uporablja ogljikov dioksid CO 2 ). Ta metoda se uporablja za polavtomatske stroje, ki uporabljajo žico elektrode kot aditiv.
- MIG (kovinski inertni plin) . V tej metodi varjenja se uporabljajo inertni plini, kot so argon, helij itd. Metoda MIG se uporablja tudi pri polavtomatskih varilcih za spajanje neželeznih kovin in nerjavnega jekla. Za varjenje se uporablja žica iz različnih kovin.
- TIG (Tungsten inertni plin). Beseda "Volfram" v angleškem jeziku pomeni "volfram". Varjenje se pojavi kot neporabljiva elektroda v okolju inertnega plina. Izvor arka se pojavi med kovino in volframovo elektrodo. Dodatek, ki se uporablja kot kovinska palica, se neposredno napolni na varilno mesto, ki ga aktivno prepihuje zaščitni plin.
- PAW (Plazma Arc varjenje ) je plazemsko varjenje. Izvaja se s pomočjo usmerjenega pretoka ionizirane plazme.
Na tablicah z imeni vozil lahko vidite tudi oznako "PN", ki pomeni "trajanje obremenitve". Ta parameter se meri v odstotkih, kjer je 100% časa enote 10 minut.
Na spodnji sliki je PN naprave enaka 60%. To pomeni, da se mora vsakih 6 minut naprave počivati 4 minute.
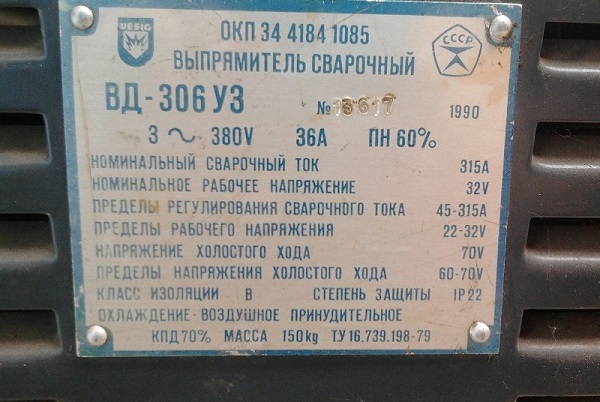
Toda, kot kaže praksa, je to privzeti način za vsakega varilca zaradi tehnoloških zaustavitev (zamenjava elektrode ali varjenih delov, premikanje na delovnem mestu itd.).
Transformatorji
Varilna transformatorska enota je tradicionalna in najpogostejša vrsta opreme za kontaktno varjenje. Osnova njegove zasnove je transformator od spodaj navzgor . Ukvarja se s pretvarjanjem napetosti, ki prihaja iz omrežja v tok, primeren za varjenje.
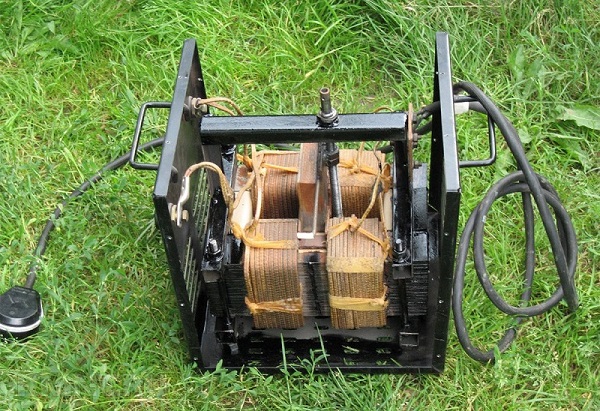
Za spreminjanje jakosti v teh enotah se najpogosteje uporablja metoda zamika navitij glede na druge.
Razlikovalne značilnosti
Posebna značilnost varilnega transformatorja je, da se na elektrodo uporablja izmenični tok. To pomeni, da transformacija poteka le z napetostjo . Posledica tega je porast kovin, ki vpliva na kakovost šiva. Učinkovitost transformatorjev je v regiji 80%, saj je večina energije porabljena za ogrevanje strojne opreme.

Enote so razdeljene v gospodinjstvo, ki ustvarjajo tok do 200 A, polprofesionalno in strokovno, do 300 A in več kot 300 A. Za uporabo naprave v domačih razmerah se uporablja električni enofazni 220 V tok, vendar profesionalna oprema najpogosteje uporablja trifazni tok z napetostjo 380 V.
Transformatorji običajno delujejo z elektrodami od 2 do 5 mm. Natančnejše informacije o tem najdete v potnem listu na napravo.
Področje uporabe
Transformatorski varilni aparati so nepretrgane naprave in se uporabljajo praktično na vseh področjih človeške dejavnosti, kjer so potrebni varilni priključki železnih kovin. Aparati se uporabljajo za naslednje namene:
- priključitev kovinskih konstrukcij na gradbišču;
- polaganje in popravilo cevovodov;
- varjenje vodovodnih cevi;
- spajanje listnih materialov, tako v povezavi, kot tudi prekrivanja.
Prednosti in slabosti
Prednosti naprav transformatorja vključujejo naslednje:
- nizki stroški enote, vključno z vzdrževanjem;
- visoka zanesljivost;
- preprostost popravila;
- zanesljivost in enostavnost delovanja;
- Učinkovitost do 80%;
- preprostost zasnove.
Slabosti transformatorjev:
- velike dimenzije in težka teža - od nekaj deset do sto kilogramov in več, kar otežuje prevoz;
- nestabilen lok;
- Pršenje kovin;
- povprečna kakovost šiva;
- težave pri vžigu loka;
- občutljivost na padce napetosti v omrežju;
- za opravljanje kakovostnega varjenja mora imeti delavec določene kvalifikacije in izkušnje.
Varilni usmerniki
Ti stroji so izboljšave transformatorskih varilnih strojev in so sposobni delati s kontinuiranim in stabilnim lokom, kar pozitivno vpliva na kakovost šiva. Zaradi preprostosti zasnove lahko s to enoto delajo tudi neizkušeni operaterji.

Razlikovalne značilnosti
Pri gradnji enote je poleg transformatorja navzdol nameščen diode most, kot tudi elementi za prilagajanje karakteristik volt-ampere (VAC), zaščite in zagonskih elementov. Zahvaljujoč transformatorju in usmeritvenemu bloku ne samo, da se vhodna napetost zmanjša, ampak jo tudi pretvori v konstantno. Zaradi dobave enosmernega toka na elektrodo se zmanjša razprševanje kovin, obločno se obnaša bolj stabilno kot v transformatorski napravi, in šiv je v dobri kakovosti.
Področje uporabe
DC varilni stroj je zasnovan za naslednje namene.
- Varjenje korozijsko odpornih kovin, legiranih in ogljikovih jekel po metodi MMA-DC . Z napravo se lahko uporabljajo elektrode s celuloznim ali osnovnim premazom.
- Za varjenje z argonom vse kovine, razen aluminija in njenih zlitin, z metodo TIG-DC, to je elektrodo, ki se ne porablja. Ta metoda je na voljo, če je usmernik opremljen z BUSS-TIG (nadzorna enota za varjenje).
- Za skupno uporabo z mehanizmom hranjenja elektrode in napajalno enoto. Ta kombinacija obrne konvencionalni stroj v polavtomatski stroj, ki je sposoben varjenja z uporabo metod MAG-DC in MIG-DC.
Varilni usmerniki se pogosto uporabljajo v inženirstvu in ladjedelništvu, v gradbeništvu, pri polaganju cevovodov in na domačem področju. Naprave so lahko stacionarne in mobilne, opremljene s šasijo.
Prednosti in slabosti
Glavne prednosti varilnih usmernikov:
- izboljšani faktor učinkovitosti;
- zmanjšanje izgube električne energije;
- dobra kakovost šiva;
- enostavnost oblikovanja;
- stabilen lok;
- nizek šum;
- izboljšan dinamični tok;
- zanesljivost vžiga v loku;
- med varjenjem nastane majhna količina brizg;
- sposobnost kuhanja nerjavečega jekla in neželeznih kovin.
Slabosti aparature:
- težka teža;
- "Podvajanje" napetosti v električnem omrežju;
- občutljivost na padce napetosti;
- visoka cena v primerjavi s transformatorjem.
Pretvorniki
Te vrste varilnih strojev so oprema, ki zagotavlja zanesljivo in kvalitativno povezavo kovin. Pretvorniki - zahtevne enote, tako med profesionalci kot domačimi mojstrom zaradi majhne teže, kompaktnih dimenzij, visokokakovostnega varjenja in dostopne cene.

Razlikovalne značilnosti
Posebna značilnost pretvornikov je, da tok, od vhoda do naprave in konča z izhodom iz njega, pretrpi več transformacij:
- Izmenični tok iz električnega omrežja ali generatorja pade na primarni usmernik, kjer se pretvori v stalni usmernik;
- Nadalje, enosmerni tok, ki poteka skozi pretvornik, sestavljen iz skupine tranzistorjev, postane ponovno spremenljiv, vendar s povečano pogostnostjo nihanj (desetine kilohertz);
- visokofrekvenčni tok pade na stopenjski transformator, kjer istočasno z zmanjšanjem napetosti večja intenziteta toka;
- tok teče v sekundarni usmernik, ki je že nameščen na izhodu enote, kjer se znova pretvori v konstantno enoto, nato pa se usmeri na elektrodo.
Zaradi uporabe pretvornika pretvornika je mogoče zmanjšati velikost transformatorja navzdol in ustrezno dimenzijo aparata. Razsmernik ima tudi precej visoko učinkovitost - ne manj kot 90%, za kar so značilni visokokakovostni varjeni šivi.
Naprave so opremljene s toplotno zaščito, prenapetostjo, funkcijo vročega zagona in zaščito proti sprijemanju.
Področje uporabe
Varilni pretvorniki se uporabljajo za obločno varjenje (MMA) s kosi elektrod in za varjenje z metodami TIG, MIG in MAG na polavtomatskih postajah. Ta možnost se pojavi, če priključite mehanizem za vlečenje žice (s krmilno enoto), ki ga lahko kupite na Kitajskem. Toda pogosteje kot ne, se kot prenosni MMA-enoti na gradbišču uporabljajo med inštalacijskimi in montažnimi deli, varilnimi žicami in gospodinjskimi sferami za spajanje kovin.
Pogosto se pretvorniki uporabljajo pri varilnih generatorjih . Ta kombinirana enota lahko dela na terenu in na oddaljenih gradbiščih. Bencinski varilni generator je bolj dostopen kot dizelski, in ga je mogoče uporabiti za potrebe doma, tudi kot samostojna elektrarna.
Prednosti in slabosti
Razsmerniki so univerzalni v svojih enotah za uporabo, ki se uporabljajo za varjenje z zavesami in za povezovanje delov prekrivajo in imajo naslednje pozitivne značilnosti:
- večja učinkovitost (do 95%);
- kompaktne dimenzije in majhna teža (4-10 kg), ki olajšajo prevoz naprave;
- visoka kakovost varjenja zaradi velikega števila nastavitev;
- stabilnost električnega loku;
- se lahko uporablja kot varilec za bakrene žice ;
- S to opremo lahko začetniki delajo;
- s strojem lahko uporabite vse vrste elektrod;
- Mono pretvorniki dosežejo 80%.
Slabosti razsmernikov pa so precej opazne.
- Visoka cena enote.
- Drage popravke . Popravilo blokade brez naročila IGBT bo stalo polovico stroškov novega pretvornika.
- Občutljivost na prašnost prostora . Prah, ki se naslanja na radiatorje tranzistorjev, znatno zmanjša prenos toplote, zaradi česar se pregrejejo.
- Pri nizkih temperaturah na elektronskih ploščah nastane kondenzacija, zaradi katere lahko izgorejo.
Varilni polavtomatski stroji
Poliautomati so agregati, ki jih v večji meri uporabljajo strokovnjaki za varjenje vseh kovin, vključno z različnimi kovinami. Po statističnih podatkih skoraj polovica vseh varilnih operacij v Rusiji poteka z uporabo polavtomatskih strojev.
Razlikovalne značilnosti
Ta vrsta varilne opreme sestoji iz:
- varilna enota transformatorja ali tipa pretvornika;
- napravo, ki napaja elektrodno žico;
- gorilniki s cevjo;
- balon z zaščitnim plinom.

Varilni proces poteka s pomočjo posebne žice, ki služi kot elektroda. Mesto varilne kopeli se piha z zaščitnim plinom (ponavadi plin iz ogljikovega dioksida), da iz njega izloči kisik iz atmosferskega zraka. Hitrost dovajanja žice in pretoka plina v polavtomatskem stroju je mogoče prilagoditi, da dosežemo optimalno kakovost šiva.
Na polavtomatskih strojih je možno delo s plinom in brez plina, z žico s prašno prevleko. Zaščitni premaz pri visoki temperaturi, izhlapevanje, ustvari zaščitni plašč za varilno kopel.
Področje uporabe
Polavtomatsko varjenje, ki je sodobna oprema, je idealno za uporabo v velikih in srednje velikih proizvodnih delih, v avtomobilskih in domačih delavnicah. Z uporabo polavtomatske naprave lahko kuhate skoraj vsako kovino, kakršno koli debelino, dosežete visokokakovostno varjenje, po kateri praktično ni obdelave šivov za odstranjevanje žlindre.
Glavna značilnost polavtomatskih strojev je varjenje tankih pločevin (od 0, 5 mm). Večina teh lastnosti naprave je uporabna za popravilo avtomobilov v telesu, kjer včasih potrebujete čisti šiv brez kovine, ker druge naprave niso sposobne za to.
Prednosti in slabosti
Prednosti polavtomatskih strojev so naslednje:
- visoka kakovost pridobljenega šiva;
- minimalno razprševanje kovine med delovanjem naprave;
- visoka produktivnost;
- zahvaljujoč delovanju enote z žico, je mogoče narediti dolge šive, ne da bi zaustavili orodje ;
- spajanje tanskih kovinskih listov;
- spojina neželeznih kovin in nerjavnega jekla;
- Šivi niso pokriti z žlico, zato jih ni mogoče obdelati.
Minusi polavtomatskih naprav:
- Potrebna je prisotnost plinske opreme in ker ima plinski valj veliko maso, je težko premikati vso opremo;
- pri delu na prostem je potrebno zaščititi gorilnik od vetra, ki piha z zaščitnega plina;
- visoka cena opreme.
Argonsko obločno varjenje
Ime te metode, kot ga ni težko uganiti, prihaja iz plina, ki se uporablja kot zaščitna. Z argonsko varjenjem je možno ustvariti strukture z združevanjem kovin, ki jih ni mogoče združiti z drugimi metodami.

Razlikovalne značilnosti
Argon je težji od kisika, zato zlahka prodre v zvarni bazen in ga ščiti pred oksidacijo s kisikom. Ta metoda je varjena z uporabo obicajnih talilnih elektrod in volframa, ki se med delovanjem ne tali (metoda TIG).
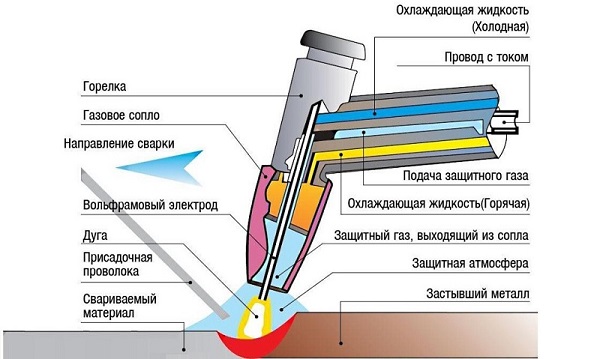
Varjenje je naslednje.
- Argon se napaja v gorilnik in izstopa skozi šobo.
- Med kovino, ki jo je treba priključiti, in elektrodo se zasveti električni lok. Ker ima loka visoko temperaturo, se robovi povezanih delov začnejo taliti.
- V kraju, kjer deluje lok, je dodan dodatek, ki je lahko žica. Vrvica je lahko avtomatična ali ročna.
- Žica, ki se topi, napolni vrzel med spojenimi elementi in tvori šiv.
- Med delovanjem enote se gorilnik ohladi z vodo skozi sistem cevi, ki so z njim povezani.
Omeniti je treba, da je vžig loka v argonskem mediju skoraj nemogoče proizvajati zaradi visokega indeksa ionizacije tega plina. Za to je potrebna višja napetost. Zato za vžig loka uporabite instrument, imenovan oscilator, ki elektrodi napaja visokonapetostno in visokofrekvenčno napetost. To zagotavlja ionizacijo plina v reži med elektrodo in kovino zvara, kjer nastane lok.
Področje uporabe
Metoda varjenja argona se pogosto uporablja za povezovanje vseh vrst kovin. V večini primerov pa se uporablja za varjenje aluminija in nerjavečega jekla na bencinskih servisih . Če želite kuhati radiator ali cev v klimatski napravi, razpok v ohišju menjalnika, potem ni boljšega načina kot varjenje argona.
Poleg tega se aparat aparata uporablja za varjenje duralumin, litega železa, titana, bakra, siluminov in drugih kovin, vključno z barvili in zlitinami na njihovi osnovi. Drug aparat za varjenje argona, ki se uporablja za povezovanje delov kompleksnih oblik, na primer pri izdelavi ponarejenih izdelkov za notranjost: ograje kaminov, kosov pohištva, lestenci, vrata itd.
Prednosti in slabosti
Prednosti agregata argona vključujejo naslednje:
- zanesljiva in neprepustna povezava;
- zaradi majhnega segrevanja spojenih delov se toplotna deformacija izdelka ne pojavi;
- je mogoče združiti različne kovine;
- Delo na varilnih materialih se izvaja pri visoki hitrosti.
Pomanjkljivosti arzonskega varjenja:
- kompleksna oprema;
- za delo z opremo, usposobljeni, izkušeni strokovnjaki so potrebni.
Stroji za točkovno varjenje
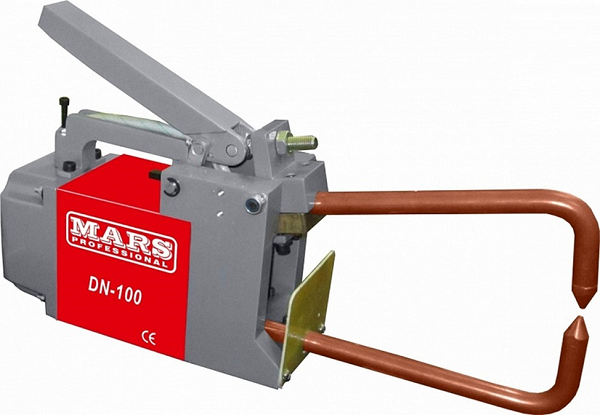
Točkovni varilni stroj je vrsta kontaktnih naprav in je zelo zahtevna kot metoda za povezovanje kovin. Pri tej metodi so kovine povezani z eno ali več točkami, nameščenimi na določeni razdalji. Moč povezave je odvisna od strukture in velikosti točke. Na lastnosti točke vplivajo: lastnosti elektrod, sila in čas stiskanja, trenutni parametri, lastnosti kovin delov, ki so združeni.
Razlikovalne značilnosti
Najpogosteje se uporabljajo za naprave za točkovno varjenje, ki imajo kondenzatorje v svoji sestavi. Slednji kopičijo energijo in jo v času priključitve elektrode dajo stran. V tem primeru nastane varilni impulz z visoko jakostjo toka, tako da so deli, ki jih varimo, varjeni na mestu, kjer se elektrode dotikajo.
Elektrode za to enoto so lahko različne oblike, kot je prikazano na naslednji sliki.

Zaradi zelo kratkega pulsa (stotin ali tisočinec sekunde) je območje izpostavljenosti visokim temperaturam zmanjšano, kar omogoča povezavo kovin z debelino 0, 1 mm.
Področje uporabe
Za točkovno varjenje je mogoče razlikovati med naslednjimi aplikacijami.
- Izdelava žigosanih konstrukcij s hkratno točkovno povezavo delov, na primer v avtomobilski in letalski konstrukciji, pri ustvarjanju stripovskih tehnik, pa tudi drugih tehnik, katerih zasnova vključuje podrobnosti profilnih oblik.
- Izdelava instrumentov. Na tem področju se pri izdelavi enot miniaturnih velikosti in primerov naprav, izdelanih iz tankoslojnih materialov, uporabijo točkovne metode spajanja delov.
- Avtomobilske delavnice.
Prednosti in slabosti
Prednosti prečiščevanja klesanih kovin vključujejo:
- visoka produktivnost (v proizvodnem procesu je popolnoma avtomatiziran);
- varilne elektrode lahko namestimo na robotske manipulatorje, na avtomatskih linijah;
- ne zahtevajo uporabe polnilnih materialov;
- visoka kakovost zvarjenih spojev;
- možnost priključitve zelo tanjših delov;
- ne zahteva visoke usposobljenosti operaterja.
Slabosti metode:
- Nemogoče je povezati različne kovine;
- puščanje šiva;
- kompleksnost zasnove kompresijskega mehanizma, pa tudi varilna glava;
- visoka cena za stacionarno opremo.
Plinsko varjenje
Ta elektrodna metoda povezovanja kovinskih izdelkov, ki je enostavna za uporabo, ne zahteva vira električne energije in drage opreme.

Razlikovalne značilnosti
Pri plinskem varjenju se spajanje kovin zgodi tako, da se talijo robovi obdelovanca in polnilne žice, ki se segrejejo z usmerjenim tokom gorilnega plina, ki zapušča gorilnik. Učinkovito in stabilno zgorevanje plina v gorilniku zagotavlja nastajanje mešanice acetilena s kisikom. Poleg uporabe acetilena se vodik pogosto uporablja za povečanje produktivnosti.
Stroj za varjenje vodika (elektroliza) je varnejši in je značilen za oblikovanje visokokakovostnih sklepov. Namesto plinskih jeklenk se uporablja posebna enota, imenovana elektrolizer, v kateri se voda razgrajuje v kisik in vodik. Ta proces je posledica vpliva na vodo električnega toka. Nato vodik vstopi v cev skozi cev do gorilnika in postopek varjenja poteka na običajen način, tako kot pri plinastem balonu.
Področje uporabe
Oprema za plinsko varjenje se uporablja za naslednje namene:
- kombinacija kovin, kot so aluminij, silumin, svinec, baker, nerjavno jeklo, črna in druge vrste kovin;
- trdo varjenje in krčenje kovinskih izdelkov;
- hermetično spajanje cevi manjših in srednje velikih premerov, vključno s tankoslojnimi cevmi;
- obloga iz medenine na kovinske dele;
- proizvodnja različnih posod in plovil.
Na opombo! Poleg kovinskih spojin se plinski gorilci uporabljajo za rezanje kovin različnih debelin.
Prednosti in slabosti
Pros varjenja z plinom:
- draga oprema ni potrebna;
- razpoložljivost potrošnega materiala;
- ne potrebuje energetskega vira;
- je možno nastaviti silo plamena in stopnjo ogrevanja dela.
Slabosti metode:
- dolgotrajno ogrevanje kovin v primerjavi z varjenjem z obločno oblogo;
- široko področje toplotnega učinka;
- stroški acetilena in kisika presegajo stroške električne energije, če se za primerjavo izvajajo enaka varjenja, z uporabo obeh metod;
- Majhna hitrost dela pri povezovanju debelih delov, saj obstaja znatna izguba toplote nad obdelovancem;
- metoda je težko avtomatizirati;
- uporabljeni plini (acetilen in kisik) so zelo eksplozivni;
- precej okorna oprema, katere gibanje zahteva prisotnost prevoza.
Indukcijsko varjenje
Indukcijski način povezovanja izdelkov iz kovine se imenuje tudi visokofrekvenčna . Po načelu delovanja se indukcijska oprema znatno razlikuje od tradicionalne in je zelo pomembna, zlasti v proizvodnji. Varilni postopek je naslednji. Najprej se del segreva z indukcijskim tokom visokih frekvenc. Po segrevanju obdelovanca ga stisnemo s pomočjo valjev, zaradi česar so robovi varjeni.
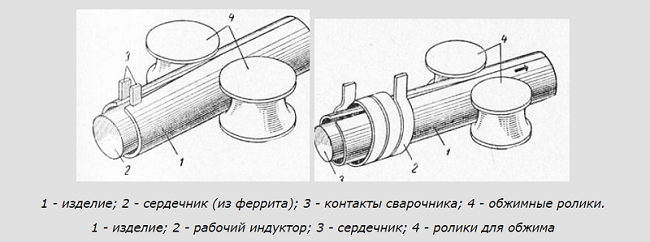
Na splošno se indukcijsko varjenje uporablja pri izdelavi šivastih varjenih cevi.
Pros indukcijske metode spajanja kovin:
- hitro segrevanje obdelovanca in enako hitro varjenje;
- povezava je visoka kakovost in trpežnost;
- Šiv se izkaže gladko, brez prask.
Slabosti metode:
- je težko vzdrževati rež med obdelovancem in induktorjem;
- visoka poraba energije;
- po varjenju je težko očistiti notranji šiv.
Plazemsko varjenje
Aparati za plazemsko trdo spajkanje, rezanje in varjenje kovin so zelo razširjeni zaradi njihove sposobnosti za opravljanje zgoraj navedenih nalog v kratkem času in z visoko učinkovitostjo.

Razlikovalne značilnosti
Plazemsko varjenje je podobno varjenju argona, vendar se celoten proces pojavi s plazemskim tokom. Osnova plazme je ionizirani plin, ki je usmerjen na desni kanal.
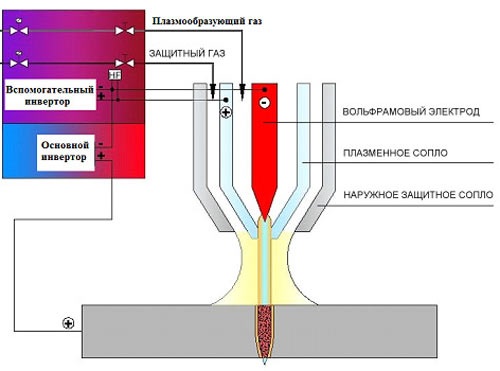
Da bi pretvorili navadni lok v plazemski lok, to je, da bi povečali njeno temperaturo in moč, plazemotvorni plin prisilimo v zrak, po katerem se lok stisne. Da bi stisnili lok, se na napravi uporablja naprava, imenovana plazemska svetilka . Njegova glavna naloga je zmanjšati prerez loka, ki poveča njegovo moč in energijo. Stene plazmatrona med obratovanjem enote opravijo vodno hlajenje, ker temperatura plazme, ki je nastala v njej, doseže 30 000 ° C, medtem ko ima navadni lok samo 5 000 ° C.
Tudi med stiskanjem loka se v svojo regijo vnese plazemski plin, kjer se segreva, ionizira in razširi 50-100-krat. Poleg tega ta plin zapusti šobo pri visoki hitrosti, zaradi česar kombinacija toplotne in kinetične energije tvori močan plazemski tok.
Področje uporabe
Plazemsko varjenje se pogosto uporablja v inženirstvu, avtomobilski industriji, gradnji zrakoplovov in raketni industriji, kjer je potrebna visoka natančnost in kakovost spojnih delov iz različnih kovin. Ta vrsta enot se uporablja tudi pri gradnji plinovoda, ogrevalnih omrežij, visokotlačnih naftovodov, elektrarn in drugih objektov.
Mikroplazno varjenje se uporablja v proizvodnji, kjer obstaja potreba po povezovanju tankih pločevin, na primer v instrumentni tehniki .
Plazemski agregati lahko povezujejo kovine z debelino 0, 025 mm. Šiv ima minimalno širino, majhno območje termičnega vpliva pa izključuje deformacijo izdelka.
Poleg tega plazma uspešno reže kovine . Zato se te naprave široko uporabljajo za plazemsko rezanje pri visoki hitrosti.
Prednosti in slabosti
Prednosti plazemskega varilnega stroja vključujejo:
- majhna velikost lukenj, ki omogoča natančno delo;
- visoka temperatura v plazmi pospeši potek dela;
- je možno delati s kakršnimi koli kovinami in nekovinskimi materiali (rezanje betona, stekla, keramičnih ploščic itd.), ki ne dovoljuje izdelave varilnih enot;
- Za zaščito oči lahko uporabite samo očala;
- stabilnost loka;
- zelo debele dele lahko kuhamo;
- enostavnost uporabe;
- kompaktnost in majhna teža.
Slabosti enot:
- prisotnost ultravijoličnega sevanja;
- ionizacijo zraka z pozitivno nabitimi ioni, kar ni mogoče, na primer, z metodo laserskega varjenja;
- Škodljivi kovinski hlapi pridejo v okoliški zrak.
Poleg tega imajo plazemski varilni stroji visoke stroške (od 100.000 rubljev), in vsa srednje velika podjetja si ne morejo privoščiti nakupa te opreme. Toda plazma rezalnik ima bolj razumno ceno (od 20.000 rubljev) in je na voljo za zasebne, male delavnice.