
- Naprava in princip delovanja polavtomatske naprave
- Izbira žice elektrode
- Pravila za polavtomatsko varjenje
- Varnostni ukrepi pri delu
Pomagajte razvoju spletnega mesta, delite članek s prijatelji!
Povpraševanje po polavtomatskih strojih za varjenje na trgu varilne opreme še naprej narašča vsako leto. To je posledica njihovih očitnih prednosti: dostopnih stroškov, širokega izbora načinov delovanja, enostavne namestitve in delovanja. Kljub temu začetnik ne more vedno razumeti, kako uporabljati polavtomatsko. Prva stvar, ki jo morate poznati, je naprava in načelo delovanja enote, pa tudi osnovna priporočila za izbiro žice za varjenje.
Naprava in princip delovanja polavtomatske naprave
Glavni namen polavtomatskega varilnega stroja je obločno varjenje z uporabo talilne elektrode, ki jo piha zaščitni plin . Naprava se uporablja za povezavo nizkonegiranih in nizkoogljičnih jekel, tako podaljšanih kot tudi prekinjenih šivov.

Ta oprema je namenjena za delo v zaprtih, dobro prezračenih prostorih pri temperaturi zraka od -10 ° C do + 40 ° C.
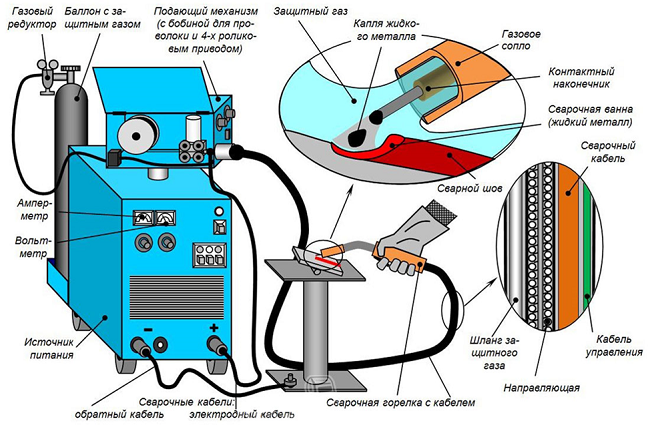
Polavtomatsko je iz naslednjih elementov:
- glavna enota, ki proizvaja varilni tok zahtevane vrednosti;
- enota za dovajanje žice;
- varilnega bakla s priključenim kablom, skozi katerega poteka električna žica, plinska cev, krmilna žica in vodilo za žično elektrodo.
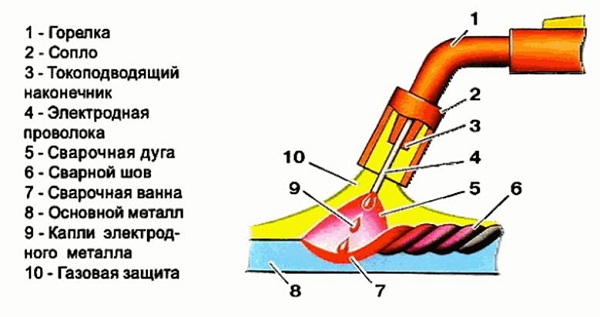
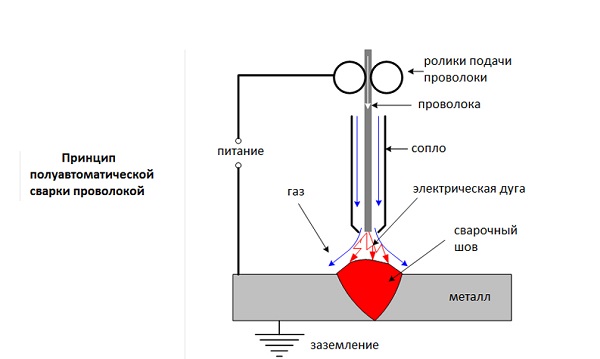
Načelo enote je naslednje. Ko pritisnete gumb za zagon na ročici gorilnika, se žica (4) elektrode, tok in zaščitni plin vodijo skozi šobo (2). Tok do žice teče skozi prevodni koniček (4). Ko pride v stik z matično kovino, se pojavi električni lok, ki začne taliti elektrodo. Kapljice elektrodne kovine, ki padejo na osnovno kovino (8), tvorijo šiv (6). V tem primeru je varilna kopel (7) pod pihalnim zaščitnim plinom (10), ki preprečuje vstop kisika in dušika v zrak iz atmosferskega zraka. Zahvaljujoč zaščiti plinov je varjen šiv vzdržljiv in visokokakovosten.
Delovanje polavtomatskega stroja je možno tudi brez zaščitnega plina. V tem primeru se uporablja elektrodna žica s posebnim praškastim premazom. Pri visokih temperaturah ta premaz izhlapi in nastali plini opravljajo zaščitno funkcijo za varilni bazen.
Izbira žice elektrode
Žica za elektrodo je orodje, brez katerega varilni stroj ne more delovati. Opremljen je s posebnim mehanizmom in opravlja funkcijo elektrode.
Za polavtomatske stroje obstajata dve skupini materialov za varjenje:
- trdna žica;
- žica za elektrodo za prah.
Sorte prve različice je več kot 76. Najpogosteje se uporablja le majhen del njih. Druge vrste vrvja so visoko specializirane in se uporabljajo v proizvodnji. Glavna stvar, ki jo je treba upoštevati pri izbiri žice, je vrsta kovine, iz katere bo konstrukcija varjena. Najpogosteje mora avtomat kuhati nizkoogljične in nizko legirane jekla z bakreno in bakreno žico.
Bakrena žica je najbolj priljubljena med varilci zaradi protikorozijske prevleke. Ampak vsi ne vedo, da pri taljenju bakra v zraku padajo škodljivi plini. Brezbarvna žica je bolj neškodljiva in ima zaščito proti koroziji.
Tudi na polavtomatskih napravah se uporablja žica s tečnim curkom, ki med kuhanjem ne zahteva prisotnosti zaščitnega plina. Žica za elektrodo ima posebno oznako, na primer: SV-08G2S . Razdelimo ga na naslednji način:
- CB - varjena žica;
- 08 - pomeni, da je masni delež ogljika v orodju 0, 08%;
- G - to pismo označuje mangan, ki je v žici;
- 2 - številka kaže, da je vsebnost mangana 2%;
- C - ta črka označuje prisotnost silicija v orodju, če po črki ni številke, potem ne vsebuje več kot 1%.
Spodaj je tabela, v kateri so abecedne oznake vseh aditivov, ki sestavljajo varilno žico, dekodirane.
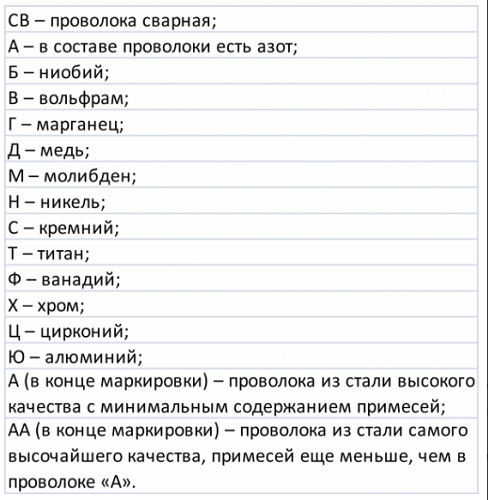
Na primer, z uporabo tabele je mogoče dekodirati oznako CB-06X21N7BT, kar pomeni: varilna žica ima 0, 06% ogljika, 21% kroma in niklja - 7%; Žica je legirana z dvema kovinama, niobijem in titanom.
Pri varjenju nizkonegiranih jekel (to je 90% celotne valjane kovine) se uporablja žica 08G2S s premerom 0, 6 mm. Uporablja se lahko v vsakdanjem življenju in pri popravljanju telesa. Poleg tega se lahko uporablja na enotah s tokovi do 500A. Za varjenje nerjavnih jekel uporabite žico blagovne znamke Sv01H19N9. Aluminij in baker kuhamo v mediju argona, ki ustreza sestavi žice. Aluminij kuhamo z blagovnimi znamkami SV-97, SV-A85 in SV-AMZ. Za varjenje bakra se uporablja oprema blagovnih znamk SV-97, CB-A85 in CB-AMZ.
Nasvet! Če delo opravlja polavtomatski stroj na polju ali na prostem, je mogoče uporabiti žico, ki je prižgana s tekočino, ki ne zahteva pihanja s ščitnim plinom.Premer žice elektrode je izbran glede na debelino kovine, ki jo je treba zvariti.

Pravila za polavtomatsko varjenje
Prvič, pri delovanju polavtomatskih delov je treba dele, namenjene za spajanje, očistiti iz barve in rje . Prav tako je treba očistiti mesto, na katerega bo pritrjena sponka za maso.
Kako držati gorilnik
Gorilnik lahko držite z eno roko, vendar bo kakovost šiva boljša, če uporabljate oba. Ena roka služi kot podpora, druga pa gorilnik.

S to metodo je lažje nadzorovati kot in razdaljo gorilnika od obdelovanca ter tudi opraviti potrebne gibe za oblikovanje kakovostnega zvarova. Če želite, da so roke svobodne, morate uporabiti varilno masko, ki je pritrjena na glavo.
Za polavtomatsko delovanje ni idealnega kota. Običajno se pri spajanju praznih delov, ki ležijo v isti ravnini, uporablja naklon gorilnika (od navpičnega položaja) pri 15-20 stopinjah. Priključitev delov pod kotom drug na drugega se naklon gorilnika uporablja pri 45 °. Vsak varilec s pridobivanjem izkušenj sama izbere najbolj priročen kot naklona orodja, pri čemer upošteva različne situacije.
Gibanje z baklo
Za oblikovanje kakovostnega zvara je na voljo veliko načinov za premik gorilnika.
- Cvetenje valov-cikcak se uporablja za kovine debeline 1-2 mm . Tako lok obriše obe pločevini in nima časa, da bi ga zapisal. Kot rezultat, šiv postane zapečaten in trpežen.
- Za varjenje kovin katere koli debeline se uporablja ravna šiva, brez kakršnega koli gibanja na strani. Toda v tem primeru operater zahteva določeno izkušnjo, tako da med premikanjem gorilnika lok enakomerno vpliva na parjenje.
- Če je delo opravljeno na kovini z debelino manj kot 1 mm, zmanjšajte hitrost toka in žice ter uporabite žico manjšega premera. Varjenje se mora izvajati s kratkimi impulzi, s premorom med njimi približno 1 sekundo. Potrebna je pavza za ohlajanje kovine in združitev naslednjih segmentov v monolitni šiv.
- Če so dolgi, se tanjši deli spojejo, potem se varjenje izvaja s kratkimi segmenti ali točkami na določeni razdalji. Tudi, da bi se izognili deformaciji delov, lahko na kratke segmente izmenično kuhate na različnih koncih parjenega segmenta.
Hitrost varjenja
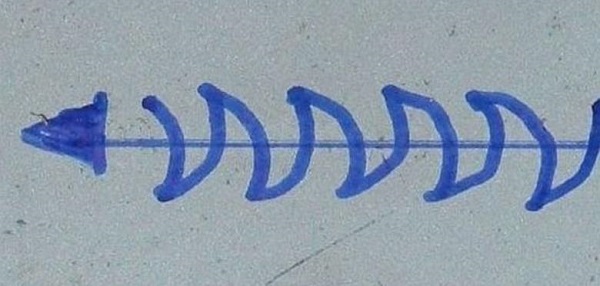
To je hitrost premikanja električnega loku vzdolž spoja delov in jo upravlja upravljalec polavtomatskega stroja. Hitrost vožnje orodja mora ustrezati napetosti lokov, hitrosti žice, debeline kovine in zahtevani obliki zvara. Pri visoki hitrosti bakra se tvori veliko brizganja, zaščitni plin ostane v hitro nameščenem šivu in v njej nastane pore. Pri počasni hitrosti premikanja gorilnika nastane prekomerna izpostavljenost električnega loka materialu, ki ga lahko spali skozi in skozi. Poleg tega se pri spajanju masnih delov oblikuje debel šiv. Naslednja slika prikazuje, kako izgledajo šivi, ko se gorilnik premika z drugo hitrostjo.

Stopnja pretoka plina
Oskrba s plinom mora zadostovati za zagotovitev pihanja dovodne žice. Z šibkim pretokom plina var ni zaščiten pred oksidacijo. Toda tudi z visokim pretokom, bo zaščita zaradi videza vortik neustrezna. Vsi ti odstopanja od norme naredijo šiv porozen in krhk. Zato je zelo pomembno doseči enak pretok plina, tako da tok ne povzroči turbulence in popolnoma varuje varilno mesto.
Dolžina žice
Žica, preden se dotaknete kovine, naj pusti konico za 6-13 mm. Od te vrednosti je odvisna odpornost in temperatura določene dolžine elektrode . Čim močnejši je žica iz konice, manjša je velikost luknje. Zaradi tega se šiv zdi debel in ozek, z nizkim prodorom v kovino. Če se zmanjša izhodna dolžina orodja, se bo penetracija loka v kovino povečala in šiv postane tanjši in širši.
Nasvet! Za žico, ki teče s tekočino, ki deluje brez plina, mora biti razpon od 30 do 45 mm.Polarnost
Polarnost v varilni napravi pomeni smer toka v svojem vezju . V primeru neposredne polarnosti se na žico nanese negativni naboj, na obdelovancu, ki ga je treba variti, pa se uporabi pozitiven del. Z obratno polovico je ravno nasprotno: žica je plus, obdelovanec pa je minus.
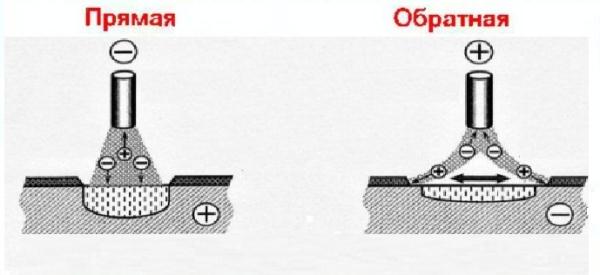
Pomembno! Pri delovanju brez zaščitnega plina, žice z žarilno nitko, uporabite metodo neposredne polarnosti in s polariteto z reverzibilnim plinom.
Zvok pri varjenju
Poslušanje zvokov varjenja je pomembno, zlasti pri začetnikih pri učenju. Pravi zvok pri varjenju s polavtomatskim podobnim zvokom cvrtja mesa v ponvi. Ko se zasliši zvok "sijočega zvenljenja", to pomeni, da je opaziti ravnovesje med trenutnimi nastavitvami, hitrostjo žice in plina. Na spremembo zvoka med delovanjem naprave lahko vplivajo:
- slab stik med objemko mase in delom;
- prisotnost zamrznjenega pršila na konici gorilnika, preprečevanje normalnega pretoka plina;
- slabo očiščeno iz rjavega ali varilnega območja.
Varnostni ukrepi pri delu
Pri delu z varilno opremo je treba upoštevati naslednje varnostne ukrepe.
- Varilec mora zaščititi vsa področja telesa od pljuskanja kovin na njih. Za to uporabite zaščitna oblačila, ki tesno pokrivajo odprta področja telesa in zaščitne rokavice. Oblačila morajo biti izdelana iz gostega materiala, ki lahko prenese vdor vročih pršil. V nobenem primeru ne smejo biti oblačila iz sintetičnih vlaken, ki se ob izpostavljenosti visokim temperaturam začnejo topiti. Takšen material takoj izgori, kar lahko povzroči opekline v varilniku.
- Ker med varjenjem nastane trdo ultravijolično sevanje, je potrebno zaščititi oči od njega z masko s temnejšim steklom . Ne tako dolgo nazaj so se pojavile maske s steklom "kameleon", ki je prikrito z videzom svetle svetlobe. Tudi drugi deli telesa morajo biti zaščiteni pred ultravijoličnim sevanjem.
- Čevlji morajo biti zaprti, da se prepreči vdor vročih isker vanj.
- Prostor, kjer se opravlja varjenje, mora imeti prisilno ali naravno prezračevanje (prisotnost oken, ki jih je mogoče odpreti). Vdihavanje hlapov in hlapov, nastalih med varjenjem, škodljivo za zdravje ljudi.